
Article
- โชว์สินค้าทั้งหมด
- No categories
May 6, 2026

ICE vs. EV: A New Kind of Risk
The shift from combustion engines (ICE) to electric vehicles (EV) changes more than the power source — it changes the entire risk profile.
ICE systems fail through mechanical wear — predictable, repairable.
EV systems fail through electrical faults and thermal instability — sudden, dangerous, and potentially irreversible.
Even a few microns of contamination can trigger a battery short circuit, leading to thermal runaway — and potentially fire or explosion.
Why ISO 16232 Now Matters for Safety
The updated VDA 19.1 (3rd Edition, 2025), developed by 40+ leading automotive companies, elevates ISO 16232 from a quality standard to a functional safety requirement, introducing:
Particle analysis below 50 microns
SEM/EDX inspection techniques
Standardized dry extraction methods
Failure assessment for battery and electronic components
How Contamination Causes EV Failures
In high-voltage EV systems (400–800V), small conductive particles can cause:
Short circuits
Electrical arcing
Insulation breakdown
Leakage currents
These failures occur without warning — making cleanliness a safety-critical design requirement, not just a quality checkpoint.
ICE vs. EV: Quick Comparison
Table
Factor
ICE
EV (High Voltage)
Main Risk
Mechanical wear
Short circuit / Thermal instability
Critical Particle Size
> 100 µm
< 50 µm
Primary Impact
Performance loss
Arcing, insulation failure
ISO 16232 Role
Quality standard
Functional safety standard
ISO 16232 in the EV Supply Chain
ISO 16232 is evolving from a measurement tool into a full process control framework:
Cleanliness limits tied to failure mechanisms
Integrated with PFMEA / DFMEA
Supported by real-time monitoring and traceability
The Road to Zero Contamination
To stay competitive, organizations should:
✅ Embed cleanliness into product design from day one ✅ Invest in SEM/EDX and real-time inspection tools ✅ Build data-driven process controls ✅ Train personnel and foster a quality-first culture
FAQ
Why are small particles more dangerous in EVs? High-voltage systems have lower insulation tolerance. Particles under 50 µm can instantly cause short circuits and trigger thermal runaway.
How does cleanliness relate to Functional Safety? Contamination can initiate electrical bridging and insulation failure — making it a direct concern under ISO 26262.
Where should organizations start? Define cleanliness requirements based on failure mechanisms, then integrate them into design, manufacturing, and inspection — supported by SEM/EDX and traceability systems.
What are the long-term benefits of compliance? Fewer recalls, reduced thermal and electrical failures, longer system lifespan, and stronger trust from OEM customers.
Read moreMay 6, 2026

Introduction
In the modern automotive industry, component precision and reliability are paramount — particularly with the growing adoption of intelligent braking systems, high-pressure fuel systems, and electric vehicles. One critical aspect often overlooked is technical cleanliness: the control of micron-level particles that can cause blockages, wear, and damage to critical systems, ultimately leading to costly product recalls.
Establishing a Cleanliness Lab aligned with Tier 1 Automotive standards is therefore not merely a compliance requirement — it is a strategic risk management initiative.
What is a Cleanliness Lab?
A Cleanliness Lab is a controlled laboratory facility designed to assess the cleanliness of automotive components through particle extraction and analysis, ensuring contamination levels remain within defined specifications.
For Tier 1 Suppliers, the lab functions as a quality gateway prior to OEM delivery — verifying product conformance, reducing rejection risk, and strengthening customer confidence. Applicable standards include ISO 16232 and VDA 19, both of which define systematic and reproducible testing methodologies. Organizations that meet these standards gain a competitive advantage within the global automotive supply chain.
Laboratory Infrastructure Requirements
Reliable test results depend on a well-designed facility. Key infrastructure elements include:
Cleanroom controlled to ISO Class 5–8
HEPA filtration system to minimize airborne particle levels
Positive pressure system to prevent external air ingress
Segregated zones for sample preparation, extraction, and analysis
One-way flow layout to minimize cross-contamination
Essential Equipment
Equipment
Function
Significance
Particle Extraction System
Extracts particles from test components
Core step of the testing process
Microscope
Analyzes particle size and morphology
Enables detailed characterization
Particle Counter
Quantifies particle count
Comparison against standard limits
Vacuum Filtration Unit
Filters test samples
Prepares samples for analysis
Laminar Flow Cabinet
Controls local environment
Reduces contamination risk
Standard Testing Workflow
The cleanliness testing process comprises five core steps:
Sample Collection
Particle Extraction
Filtration
Analysis
Reporting
To ensure process reliability and integrity, the following must also be in place:
Clearly defined Standard Operating Procedures (SOPs)
Blank testing for quality control verification
Process validation
Traceability systems and data integrity controls
Personnel Competency
Despite advances in technology, personnel remain the most critical factor in Cleanliness Lab quality assurance. Required competencies include laboratory instrument operation, particle analysis techniques, and a working knowledge of ISO and VDA standards. Organizations must maintain continuous training, competency assessments, and periodic skill reviews.
Human factors also represent a significant contamination risk — including improper gowning, deviation from SOPs, and inappropriate behavior within the cleanroom — all of which can directly compromise test accuracy and overall system reliability.
Development Challenges
Building a Cleanliness Lab presents several challenges:
Capital investment for cleanroom construction and specialized equipment procurement
Standard complexity requiring expert knowledge for accurate interpretation and implementation
Upstream process control — an unstable manufacturing process limits the effectiveness of laboratory testing alone
Organizations are advised to develop both manufacturing controls and laboratory capabilities concurrently to achieve sustainable Tier 1 compliance.
Future Outlook: Smart Cleanliness Lab
The next generation of cleanliness laboratories is evolving toward intelligent, automated systems, incorporating:
AI-powered particle analysis
Automated microscopy
Real-time data connectivity
Integration with manufacturing execution and quality management systems enables end-to-end quality control, reducing cycle time, improving result consistency, and supporting compliance with increasingly stringent industry standards.
From Compliance to Competitive Advantage
A Cleanliness Lab is not merely a testing facility — it is an integral component of a holistic quality management system, spanning product design, manufacturing, and delivery. Organizations that establish a fully compliant Cleanliness Lab will be well-positioned to meet OEM requirements, reduce long-term operational risk, and sustain competitiveness in the global automotive market.
Investment in a Cleanliness Lab is an investment in long-term business sustainability.
FAQ
Is a Cleanliness Lab required for all manufacturing facilities? Not universally — however, it is essential for high-precision or safety-critical components, particularly in electric vehicle, electronics, and stringent-cleanliness applications.
How should an organization begin? Conduct a Gap Analysis against ISO 16232 and VDA 19, then develop a structured implementation plan covering facility design, equipment, and process requirements.
What is the estimated budget? Costs range from hundreds of thousands to several million baht, depending on lab scale, technology scope, and target compliance level.
How long does implementation take? Typically 3–12 months, subject to organizational readiness and system complexity.
What are common implementation mistakes? Inadequate facility design, unclear SOPs, insufficient personnel training, and failure to address upstream process control — resulting in test outcomes that do not reflect real-world conditions.
Read moreApril 24, 2026
Anion/Cation Analysis · Ion Chromatography · GCMS · ICP-MS · RoHS/REACH Compliance · PCB Testing
ISO/IEC 17025 Accredited | Anion Test Specialist | Full Chemical Analytical Suite
The automotive industry’s shift toward electronics-intensive vehicle architectures, from advanced driver assistance systems (ADAS) to battery electric powertrains, has fundamentally changed the chemical testing requirements of automotive supply chains. Modern vehicles contain hundreds of electronic control units, kilometres of wiring, and sophisticated PCB assemblies whose reliability depends critically on chemical cleanliness, ionic contamination control, and compliance with global hazardous substance regulations.
At the same time, automotive chemical testing encompasses traditional analytical disciplines that remain essential: trace element analysis by ICP-MS, organic compound identification by GCMS, REACH and RoHS substance screening, and the growing discipline of ion chromatography for ionic contamination measurement, the ‘anion test’ that has become a critical quality control tool for automotive electronics manufacturers.
ALS Testing provides a comprehensive suite of chemical and electronics testing services, combining specialist ion chromatography capability with broad analytical chemistry capacity across ICP-MS, GCMS, FTIR, and regulatory compliance screening. With anion testing reaching search volumes of 210 per month in Malaysia – and no competitor currently offering well-developed content on this topic in the Malaysian market – ALS has a clear opportunity to establish content authority and capture this commercially significant keyword cluster.
Ion Chromatography – Anion & Cation Analysis
Ion chromatography (IC) is an analytical technique that separates and quantifies ionic species, both anions and cations, dissolved in an aqueous extract. In automotive and electronics testing, IC is applied to measure ionic contamination on component surfaces, in process fluids, and in assembly environments. The ‘anion test’ is shorthand for ion chromatography analysis of anionic species, has become one of the most widely applied quality control tests in automotive electronics manufacturing.
What Is Anion Testing?
Anion testing by ion chromatography quantifies the concentration of negatively charged ionic species, particularly chloride (Cl⁻), fluoride (F⁻), sulfate (SO₄²⁻), nitrate (NO₃⁻), phosphate (PO₄³⁻), and a range of organic acid anions including acetate, formate, and oxalate, in an aqueous extract of a component or material. These anions are of critical concern in automotive electronics because many of them are aggressive corrosion initiators and electrolytic conductors that can cause:
Electrochemical corrosion of metal conductors and contact surfaces
Dendritic growth (metallic whisker growth between PCB conductors under voltage bias)
Leakage current increase that triggers false signals in sensitive electronic circuits
Delamination of PCB laminates and conformal coatings in the presence of moisture
Accelerated corrosion of solder joints and connector contacts
In automotive applications, the primary source of ionic contamination is residual flux from PCB soldering processes, particularly when no-clean flux residues are not fully removed or when water-soluble flux residues are inadequately cleaned. Process water, fingerprints, environmental deposition, and chemical exposure during manufacturing are secondary sources.
Ion Chromatography Test Method – IPC-TM-650 2.3.28 / J-STD-001
The primary standard for ionic contamination testing of PCB assemblies is IPC-TM-650 Method 2.3.28, which defines the extraction method (a mixture of isopropyl alcohol and water applied to the PCB surface) and specifies the ion chromatography analysis for both anions and cations. The J-STD-001 standard (Requirements for Soldering Electrical and Electronic Assemblies) references cleanliness requirements that may require IC analysis for qualification.
ALS conducts ionic contamination testing by IC to IPC-TM-650 2.3.28, providing results in µg/cm² for each ionic species identified, against the limits specified by the client’s cleanliness specification or OEM requirement. Results identify both the type and quantity of each ionic species, enabling manufacturers to verify compliance and infer potential root causes (such as chloride excess suggesting flux residue or organic acids suggesting flux decomposition products).
Cation Analysis – Sodium, Potassium, Ammonium & Others
In addition to anion analysis, ALS provides cation analysis by IC for the principal positively charged ionic species of concern in electronics: sodium (Na⁺), potassium (K⁺), ammonium (NH₄⁺), and the amines associated with no-clean flux formulations (particularly methylamine and triethanolamine, which are characteristic of amine-based flux activators). Elevated ammonium or amine concentrations can indicate inadequate removal of flux activator residues, which in combination with humidity can cause under-board corrosion and leakage current failures.
RoHS & REACH Compliance Testing
The Restriction of Hazardous Substances (RoHS) Directive and the Registration, Evaluation, Authorisation and Restriction of Chemicals (REACH) Regulation are the two most significant global regulatory frameworks governing chemical content in electrical and electronic products. Compliance with both is mandatory for automotive electronics products supplied to the EU market, and is increasingly required by global OEMs as a contractual supply chain requirement regardless of the target market.
RoHS Compliance Screening – IEC 62321 Series
The RoHS Directive restricts the use of six hazardous substances in electrical and electronic equipment: lead (Pb), mercury (Hg), cadmium (Cd), hexavalent chromium (Cr(VI)), polybrominated biphenyls (PBB), and polybrominated diphenyl ethers (PBDE). RoHS 2 (Directive 2011/65/EU and its amendments) added four phthalates (DEHP, BBP, DBP, and DIBP), making ten restricted substances in total.
ALS provides RoHS compliance screening to the IEC 62321 series of test methods, which defines the analytical methods for determination of each restricted substance group. Screening begins with X-ray fluorescence (XRF) screening for elemental species (Pb, Hg, Cd, Cr) and proceeds to confirmatory quantitative analysis by ICP-MS or ICP-OES where XRF screening indicates potential exceedance. Hexavalent chromium is determined specifically by UV-Vis spectrophotometry, and phthalates are determined by GCMS.
REACH – SVHC Screening
The REACH regulation requires declaration of substances of very high concern (SVHC) in articles above a concentration threshold of 0.1% w/w, when the SVHC concentration exceeds 0.1% in the article as a whole. The SVHC candidate list, published by the European Chemicals Agency (ECHA) and updated regularly, now contains over 230 substances, including phthalates, heavy metals, aromatic amines, certain polymers, and flame retardants. ALS provides targeted SVHC screening for the substances most commonly encountered in automotive materials and electronic components, using appropriate analytical methods including XRF, ICP-MS, GCMS, and IC.
GCMS – Organic Chemical Analysis
Gas chromatography-mass spectrometry (GCMS) is the primary analytical tool for identification and quantification of organic compounds, including solvents, plasticisers, flame retardants, process chemicals, and contaminants in automotive materials and components. In automotive chemical testing, GCMS is applied across a range of programmes.
GCMS Applications in Automotive Testing
VOC and SVOC emissions analysis: GCMS is the detection method used in thermal desorption analysis to VDA 278 and ISO 12219, providing a detailed compound-by-compound profile of organic emissions from interior materials. Contaminant identification: when unknown organic contaminants are found on component surfaces, in lubricants, or in process fluids, GCMS compound identification provides the molecular-level identification needed for source investigation and corrective action. Phthalate analysis for RoHS compliance: GCMS is the confirmatory method for determination of phthalates (DEHP, BBP, DBP, DIBP) in materials screened initially by XRF. Solvent and process chemical residue analysis: GCMS identifies residual solvents and cleaning agents on component surfaces after cleaning processes, providing evidence of adequate cleaning or contamination by inappropriate process chemicals.
ICP-MS & ICP-OES – Trace Element Analysis
Inductively coupled plasma mass spectrometry (ICP-MS) and inductively coupled plasma optical emission spectrometry (ICP-OES) are the premier techniques for trace and ultra-trace elemental analysis in automotive materials, process fluids, and environmental samples. These techniques provide multi-element analysis at concentrations from percentage levels (ICP-OES) down to parts per trillion (ICP-MS) in dissolved samples, making them essential tools for restricted element screening, material composition verification, and contamination source tracing.
Trace Element Analysis Applications
RoHS element screening: ICP-MS and ICP-OES provide confirmatory quantitative analysis for lead, mercury, cadmium, and total chromium in materials where XRF screening has indicated potential RoHS exceedance. Automotive fluid analysis: engine oils, coolants, hydraulic fluids, and gear lubricants are analysed by ICP-OES for wear metals (iron, copper, aluminium, chromium), additive elements (zinc, phosphorus, molybdenum), and contaminant elements as part of condition monitoring and failure investigation programmes. Material composition verification: ICP analysis confirms the elemental composition of alloys, platings, and surface treatments against specified composition limits. Environmental sample analysis: ALS applies ICP-MS to environmental water and soil samples in support of automotive manufacturing facility environmental monitoring and regulatory compliance programmes.
PCB & Electronics Component Testing
Automotive electronics components, including PCBs, connectors, sensors, power modules, and wire harness assemblies, are subject to some of the most demanding chemical cleanliness and material compliance requirements in the electronics industry. The consequences of chemical contamination in automotive safety systems, powertrain controls, or battery management electronics are severe, ranging from intermittent operation through to complete functional failure in safety-critical systems.
PCB Ionic Contamination Testing
Ion chromatography analysis of PCB ionic contamination (IPC-TM-650 2.3.28) is described in detail in the Ion Chromatography section above. ALS provides this as a standard service for automotive PCB manufacturers and assemblers, supporting both production quality control and OEM qualification requirements.
Solderability Testing
Solderability testing evaluates the wettability of component leads, PCB pads, and solder surfaces, specifically the ability of liquid solder to spread uniformly across a surface. Poor solderability leads to cold solder joints, dewetting, and non-wet opens, which are a significant source of early-life failures in automotive electronics. ALS provides solderability testing by wetting balance (J-STD-002) and dip-and-look methods (IPC-TM-650 2.4.12) to support incoming component qualification and process control.
Conformal Coating Inspection & Analysis
Conformal coatings applied to automotive PCBs provide protection against moisture, contamination, and mechanical stress. ALS provides analysis of conformal coating composition by FTIR to verify coating type, cross-section analysis by optical and scanning electron microscopy to assess coating thickness and uniformity, and adhesion testing to evaluate bonding integrity of the coating to the PCB surface. These tests support both coating process validation and investigation of coating failures in field-returned assemblies.
Standards & Test Methods
Standard / Method
Technique
Application
IPC-TM-650 2.3.28
Ion Chromatography (IC)
PCB ionic contamination – anion and cation analysis
J-STD-001
Multiple
Soldering cleanliness requirements – references IC for qualification
IEC 62321-1 to -8
XRF, ICP-MS, ICP-OES, GCMS, UV-Vis
RoHS restricted substance screening and confirmatory analysis
REACH SVHC
XRF, ICP-MS, GCMS, IC
SVHC substance screening in automotive materials and articles
VDA 278
Thermal Desorption GCMS
VOC and FOG emissions from interior materials – German OEM
ISO 12219
Chamber / GCMS
Interior air VOC analysis – international standard
ISO/IEC 17025
Quality Management System
Accreditation framework for all ALS analytical methods
ICP-MS / ICP-OES
Elemental Analysis
Trace element quantification – fluids, materials, coatings
GCMS (Full Scan / SIM)
Organic Compound ID & Quantification
Contaminant ID, RoHS phthalates, VOC analysis
J-STD-002
Wetting Balance
Solderability testing – component leads and PCB pads
Why ALS for Chemical & Electronics Testing?
Specialist in Ion Chromatography – Anion Test Leader in Malaysia
ALS Testing offers one of the most comprehensive ion chromatography capabilities in the Malaysian testing market, covering the full range of ionic species relevant to automotive electronics quality control: fluoride, chloride, nitrite, phosphate, sulfate, acetate, formate, oxalate, and the organic acid anions characteristic of no-clean flux residue. Our IC capability covers both anion and cation analysis in a single analytical run, providing a complete ionic profile from a single sample extraction.
With anion test searches at 210 per month in Malaysia and no competitor currently providing a well-developed digital resource on this topic, ALS is positioned to be the definitive reference for automotive electronics manufacturers in the region seeking ion chromatography testing services.
Full Analytical Suite Under One Roof
Rather than working with multiple specialist laboratories for different analytical disciplines, ALS clients benefit from access to our full analytical suite: IC, ICP-MS, ICP-OES, GCMS, FTIR, SEM-EDX, and XRF under a single ISO/IEC 17025 accredited quality management system. This simplifies sample management, reduces logistics complexity, and ensures consistency of sample handling across all analytical techniques applied to the same investigation.
Automotive Context & Application Knowledge
Chemical analysis in automotive applications requires more than analytical technique proficiency; it requires understanding of where contamination comes from, why it matters in context, and how analytical results translate into manufacturing and quality decisions. ALS analysts have experience in automotive manufacturing environments and understand the quality questions that drive testing requests. This enables us to provide results and interpretations that are directly actionable, rather than raw analytical numbers that require translation.
Frequently Asked Questions – Chemical & Electronics Testing
Q: What is an anion test and why is it important for PCB manufacturing?
An anion test is ion chromatography (IC) analysis of ionic contamination on a PCB or electronic component surface, specifically targeting negatively charged ionic species including chloride, fluoride, sulfate, nitrate, phosphate, and organic acid anions. These anions are important in PCB manufacturing because they are the primary ionic contaminants that cause electrochemical corrosion, dendritic growth, and leakage current failures in PCB assemblies, particularly in humid environments. The anion test is conducted to IPC-TM-650 Method 2.3.28 and provides results in µg/cm², comparable to OEM or IPC cleanliness acceptance limits.
Q: What is the difference between RoHS and REACH, and does ALS test for both?
RoHS (Restriction of Hazardous Substances Directive) restricts the use of ten specific hazardous substances in electrical and electronic equipment placed on the EU market: six original substances (lead, mercury, cadmium, hexavalent chromium, PBB, PBDE) plus four phthalates added by RoHS 2. REACH is a broader chemical regulation requiring identification and communication of substances of very high concern (SVHC) in articles. The SVHC candidate list contains over 230 substances. ALS provides compliance screening for both RoHS and REACH, using appropriate analytical methods for each substance category. We can provide a combined RoHS and REACH SVHC screening programme from a single sample submission.
Q: Can ALS identify unknown contaminants on automotive components?
Yes. Unknown contaminant identification is one of our most commonly requested analytical services. Our approach typically begins with FTIR analysis to identify organic contaminants and provide a rapid initial classification. SEM-EDX is applied to characterise the morphology and elemental composition of inorganic contaminants or particles. GCMS provides definitive molecular identification of organic species when FTIR yields an ambiguous or incomplete result. ICP-MS can quantify trace elements in dissolved contaminants. By applying this suite of techniques in sequence, ALS can identify the chemical nature and likely source of most contaminants encountered in automotive manufacturing environments.
Q: How do I interpret ion chromatography results for my PCB cleanliness specification?
IC results for PCB ionic contamination are typically expressed as µg/cm² of each ionic species, calculated from the total extracted mass divided by the board surface area analysed. These results are compared against the cleanliness acceptance limit specified by your OEM, your customer’s specification, or a standard such as IPC-7711. Common acceptance limits range from 0.2 µg/cm² to 1.56 µg/cm² for total ionic contamination, depending on the application’s criticality. Our report will state the measured concentration of each ionic species and compare it against your specified limit to provide a clear technical conclusion regarding compliance. If you need guidance on interpreting results or selecting appropriate cleanliness limits for your application, our technical team is available to advise.
Q: Does ALS provide GCMS analysis for VOC testing as well as RoHS phthalate screening?
Yes. Our GCMS capability covers both applications and more. For VOC/FOG emissions analysis, GCMS is the detection method used in thermal desorption analysis to VDA 278, providing compound identification and quantification of organic emissions from automotive interior materials. For RoHS phthalate screening, GCMS is the confirmatory analytical method applied after XRF screening for samples that require quantitative phthalate determination. Additionally, GCMS is applied to unknown contaminant identification, solvent residue analysis, process chemical characterisation, and environmental sample analysis. Our GCMS systems operate in full-scan mode for compound identification and selected ion monitoring (SIM) mode for trace-level quantification.
Request a Chemical & Electronics Testing Quote
From anion/cation analysis of PCB assemblies to RoHS compliance screening, GCMS contaminant identification, and ICP-MS trace element analysis, ALS Testing provides the chemical and electronics testing services that automotive electronics manufacturers in Malaysia and Southeast Asia require. Our ISO/IEC 17025 accredited results are accepted by global OEMs, and our specialist ion chromatography capability makes us the leading choice for automotive ionic contamination testing in the region.
→ Request a Quote: https://www.alstesting.co.th/request-a-quote/
→ Back to Automotive Testing Hub: /automotive-testing/
ISO/IEC 17025 Accredited | Ion Chromatography Specialist | RoHS + REACH + Anion/Cation Testing
Read moreApril 24, 2026
ISO/IEC 17025 Accredited | Cleanliness · Failure Analysis · Materials · Chemical Testing
ISO 17025 Accredited | ILAC MRA | 40+ Years Global Network
Every automotive component failure begins with something invisible: contamination, material degradation, or an undetected defect. In today’s automotive manufacturing landscape, where tolerance for error is measured in microns and regulatory pressure increases with every new model cycle, the stakes of unvalidated components have never been higher.
Manufacturers across Malaysia and Southeast Asia face mounting pressure from multiple directions: more complex EV platforms, tighter OEM specification requirements, increasingly stringent chemical and emissions standards, and supply chains that span continents. A single undetected particle in a hydraulic system, a material that off-gasses beyond permissible limits, or a PCB with ionic contamination that escapes to field conditions. All of these can trigger warranty claims, production shutdowns, and reputational damage that far exceeds the cost of proper testing.
ALS Testing is an independent, ISO/IEC 17025 accredited third-party laboratory providing comprehensive automotive testing services to OEMs, Tier-1 and Tier-2 suppliers, and automotive electronics manufacturers throughout Malaysia and Southeast Asia. With over 40 years of global experience across the ALS network and deep local expertise in the Malaysian and regional automotive market, ALS delivers the precision, objectivity, and internationally recognised results that modern automotive manufacturers require.
Explore our full range of automotive testing services below, from technical cleanliness and failure analysis to materials testing and chemical compliance screening.
What Is Automotive Testing?
Automotive testing is the systematic evaluation of materials, components, sub-assemblies, and complete vehicle systems to verify that they meet defined performance, safety, chemical, and regulatory specifications. It spans the entire manufacturing lifecycle, from raw material qualification through prototype validation, production quality control, and field failure investigation.
In scope, automotive testing covers a broad spectrum of disciplines: physical and mechanical testing of materials and structures; chemical analysis of coatings, fluids, and polymer compounds; cleanliness and contamination analysis of precision components and hydraulic systems; failure analysis of components returned from field or production; and environmental simulation testing to assess durability under real-world conditions including temperature cycling, humidity, corrosion, and vibration.
Testing can be classified in several ways. Destructive testing involves irreversible analysis (cross-sections, chemical extraction, or mechanical fracture testing) and yields the most detailed information about a component’s internal structure and material composition. Non-destructive testing (NDT) allows a component to be evaluated and returned to service, using techniques such as SEM imaging, X-ray inspection, or particle extraction. Testing can also be categorised by regulatory purpose: type approval testing confirms conformance to legal and OEM requirements for production intent components, while R&D testing supports early-stage development, material selection, and process optimisation.
Why Independent Automotive Testing Matters
Independent, third-party laboratory testing plays a central role in modern automotive manufacturing for three critical reasons.
First, regulatory and OEM acceptance: the vast majority of global OEMs require testing results from ISO/IEC 17025 accredited independent laboratories. In-house test reports, regardless of the sophistication of the equipment, are typically not accepted as compliance evidence for OEM approval processes, type approvals, or regulatory submissions. Accredited laboratory results carry a level of traceability and methodological rigour that in-house testing cannot formally provide.
Second, liability protection: when a component or material is tested by an independent laboratory, the test report provides documented, objective evidence of compliance at the time of manufacture. This evidence is critical in the event of warranty claims, product liability disputes, or regulatory investigations. An independent report reduces risk exposure for suppliers and protects against unjustified claims.
Third, objectivity and confidence: there is no conflict of interest in third-party testing. ALS operates independently of its clients and has no stake in any particular test outcome. Our results reflect reality, which is exactly what manufacturers, regulators, and end customers require.
ALS provides all of the above, with 40+ years of global expertise and a local team who understands the nuances of the Malaysian and Southeast Asian automotive supply chain.
Automotive Testing vs In-House Testing: Key Differences
The question of whether to conduct testing in-house or to outsource to a contract testing laboratory is one that many automotive suppliers face, particularly as they scale up production volumes or seek new OEM approvals. The decision involves multiple dimensions beyond simple cost comparison.
Dimension
In-House Testing
Third-Party Lab (ALS)
Accreditation
Typically not ISO/IEC 17025 accredited
ISO/IEC 17025:2017 accredited – ILAC MRA recognised
OEM Acceptance
Often not accepted for formal approval
Accepted by global OEMs and regulatory bodies
Equipment Scope
Limited to owned equipment
Full analytical suite: SEM, FTIR, EDX, ICP, GC-MS and more
Objectivity
Potential conflict of interest
Fully independent – no stake in outcome
Cost Structure
High fixed capex + maintenance
Variable cost – pay per test
Turnaround
Internal queues and priorities
Dedicated testing workflow
Regulatory Use
Internal QC only
Type approval, OEM submission, regulatory compliance
For most suppliers, the most effective approach is a combination: in-house QC for routine production monitoring, with outsourced third-party testing for OEM submissions, qualification testing, failure investigations, and regulatory compliance. ALS functions as a natural extension of your quality team in this hybrid model.
Our Automotive Testing Services
ALS Testing offers a comprehensive range of automotive testing services, with particular expertise in cleanliness testing and failure analysis, where many regional laboratories fall short. Our services are structured around five integrated disciplines that cover the full spectrum of automotive testing requirements, from component-level contamination analysis to environmental simulation and chemical compliance screening.
Cleanliness & Particle Testing (ISO 16232 / VDA 19)
ALS specialises in technical cleanliness testing to ISO 16232 and VDA 19, a capability that few laboratories in Malaysia and Southeast Asia can match. Our cleanliness testing services provide manufacturers of precision hydraulic components, fuel system parts, transmission assemblies, and braking system components with quantitative evidence that their products meet defined cleanliness classes.
Testing includes extraction of particles from component surfaces and channels, gravimetric analysis for mass-based cleanliness assessment, light obscuration particle counting (LPC) for size distribution and particle count, and microscopic analysis of extracted particles for material identification. This is one of ALS’s strongest competitive differentiators in the Malaysian market, a capability that competitors including SIRIM and Bureau Veritas do not offer at the same level of depth.
→ Explore our Cleanliness & Particle Testing services: ISO 16232 and VDA 19 cleanliness testing
Failure Analysis (SEM / FTIR / EDX)
Our failure analysis team uses scanning electron microscopy (SEM), FTIR spectroscopy, EDX elemental analysis, and cross-section preparation to identify the root causes of automotive component failures. Whether the failure originated in manufacturing, material selection, processing, or field conditions, our analysts have the tools and experience to trace it to its origin.
Failure analysis is applied across a wide range of scenarios: fracture surface analysis to determine whether a failure was fatigue-related, overload-driven, or corrosion-initiated; contaminant identification on component surfaces; delamination and adhesion failure analysis; and investigation of field returns from OEM warranty programmes. With scanning electron microscopy analysis reaching search volumes of 260 searches per month in Malaysia alone, this is one of the most commercially significant services in our portfolio.
→ Explore our Failure Analysis services: SEM, FTIR, and EDX failure analysis
Automotive Materials & Environmental Testing
From VOC emissions testing to ISO 12219 and VDA 278 through to salt spray corrosion testing to ISO 9227 and ASTM B117, and thermal shock simulation to IEC 60068. ALS validates that your materials and components survive the demands of real-world automotive use. Our materials and environmental testing services support material qualification, OEM specification compliance, and regulatory approval for automotive interior and exterior components.
Key capabilities include volatile organic compound (VOC) analysis for automotive interior air quality compliance, semi-volatile organic compound (SVOC) screening, fogging testing to ISO 6452, salt spray and humidity testing for corrosion resistance evaluation, and thermal cycling and vibration testing for durability qualification. The combined search volume for VOC and salt spray testing keywords in Malaysia exceeds 430 searches per month, reflecting strong commercial demand for these capabilities.
→ Explore our Materials & Environmental Testing services: VOC emissions testing and salt spray
Chemical & Electronics Testing
ALS provides anion and cation analysis by ion chromatography, GCMS trace chemical analysis, ICP-MS elemental analysis, RoHS and REACH compliance screening, and ionic contamination testing for PCB assemblies and automotive electronics components. Our chemical testing services support automotive electronics manufacturers in meeting the increasingly stringent chemical requirements of global OEM supply chains and international regulatory frameworks.
With anion testing search volumes of 210 per month in the Malaysian market, with no competitor currently offering a well-developed content resource on this topic. ALS has a clear opportunity to establish authority in this niche. Our ion chromatography capabilities cover the full range of ionic species relevant to automotive electronics: chloride, fluoride, sulfate, phosphate, and organic acid anions.
→ Explore our Chemical & Electronics Testing services: anion and cation analysis by ion chromatography
Industries We Serve
ALS Testing works with manufacturers, suppliers, and engineering teams across the full automotive value chain. Our accredited testing services are designed to meet the specific needs of each customer segment, from globally operating OEMs with complex multi-standard testing requirements to local Tier-2 suppliers seeking a reliable laboratory partner for production qualification.
OEM & Tier-1 Automotive Suppliers
For OEMs and Tier-1 suppliers, ALS provides component validation testing, type approval support, and testing to OEM-specific standards including BMW GS specifications, Ford WSS standards, Toyota TSM requirements, and general group standards from major European, American, and Japanese automotive manufacturers. Our ISO/IEC 17025 accreditation ensures that results are accepted without question at OEM technical centres worldwide.
Whether you require cleanliness class certification for a hydraulic valve body, failure analysis of a returned warranty component, or VOC emissions testing for interior trim materials, ALS has the capability and accreditation to support your supply chain quality requirements.
Electric Vehicle (EV) Manufacturers & Suppliers
As EV adoption accelerates across Southeast Asia, driven by government incentive programmes in Malaysia, Thailand, Indonesia, and Vietnam. ALS supports EV manufacturers and their supply chains with battery component cleanliness testing, thermal management material analysis, electric motor component failure investigation, and chemical analysis of battery electrolytes and electrode materials.
The unique testing challenges posed by EV platforms, from the cleanliness requirements of high-voltage battery assemblies to the ionic contamination risks in power electronics, map directly to ALS’s core competencies in cleanliness testing and chemical analysis. We are building our EV testing capability now to serve this rapidly growing market segment.
Automotive Electronics & PCB Manufacturers
From ionic contamination testing and anion/cation analysis by ion chromatography, through to RoHS/REACH compliance screening and solderability testing, ALS supports automotive electronics manufacturers with the precise chemical and reliability analysis that modern automotive electronics programmes demand. Automotive electronics are subject to some of the most stringent chemical cleanliness requirements in the electronics industry, driven by the safety-critical nature of automotive control systems.
Automotive Materials & Polymer Suppliers
ALS tests automotive-grade plastics, rubbers, foams, adhesives, coatings, and composite materials for VOC and SVOC emissions, restricted substance compliance, chemical resistance, and mechanical performance to VDA, ISO, and OEM specifications. Whether you supply instrument panel materials, headliner fabrics, underbonnet polymers, or structural adhesives, ALS can provide the testing evidence your OEM customers require.
Standards & Accreditations
Trust in laboratory testing results rests on a foundation of documented accreditation, methodological rigour, and equipment traceability. ALS Testing is accredited to ISO/IEC 17025:2017, the international standard for the competence of testing and calibration laboratories, by an accreditation body that is a signatory to the ILAC Mutual Recognition Arrangement (MRA).
ISO/IEC 17025:2017 Accreditation
ALS Testing is accredited to ISO/IEC 17025:2017, with results recognised under the ILAC MRA across more than 100 countries. This means that test reports issued by ALS are accepted by OEMs, regulatory bodies, and government agencies worldwide without the need for re-testing. The ILAC MRA is the global framework that enables laboratory results to cross borders with confidence, which is essential for automotive supply chains that operate across multiple markets.
Our accreditation covers a defined scope of tests, with accredited test methods listed in our schedule of accreditation available from our accreditation body. For any test conducted within our accredited scope, our reports carry the formal ILAC MRA mark, confirming that the result was produced under a quality management system that meets the highest international standards for laboratory competence.
Key Automotive Standards We Test To
ALS testing capabilities span the major international and OEM-specific standards that govern automotive material, component, and electronics testing. The following table provides a reference overview of the key standards applied across our automotive testing scope.
Standard
Full Name
Category
Applied In
ISO 16232
Road Vehicles – Cleanliness of Components
Cleanliness Testing
Hydraulic, fuel, braking systems
VDA 19
Testing of Technical Cleanliness
Cleanliness Testing
Precision components – German OEM standard
VDA 278
Volatile Organic Compounds from Non-metallic Materials
VOC / Emissions
Automotive interior air quality
ISO 12219
Interior Air of Road Vehicles
VOC / Emissions
Cabin VOC and SVOC measurement
VDA 275
Formaldehyde Emission – Photometric Analysis
Chemical Emissions
Interior materials – formaldehyde
ISO 9227
Corrosion Tests – Salt Spray Apparatus
Environmental / Corrosion
Metal components, coatings, fasteners
ASTM B117
Salt Spray (Fog) Apparatus
Environmental / Corrosion
General corrosion testing – US standard
IEC 60068
Environmental Testing for Electronic Products
Environmental Simulation
Automotive electronics components
IPC-TM-650
Test Methods Manual – PCB & Electronics
Electronics Testing
PCB ionic contamination, solderability
REACH
Registration, Evaluation, Authorisation of Chemicals
Chemical Compliance
Restricted substances – EU directive
RoHS Directive
Restriction of Hazardous Substances
Chemical Compliance
Electronics – hazardous substance limits
Why Choose ALS Testing?
In a market where testing laboratories are not in short supply, the quality of the laboratory you choose to partner with has direct consequences for your OEM relationships, your regulatory compliance posture, and your ability to respond to product quality issues quickly and with confidence. ALS Testing differentiates itself across four key dimensions that matter most to automotive manufacturers.
Specialist in Cleanliness & Failure Analysis
ALS Testing brings specialist-level expertise in automotive cleanliness testing to ISO 16232 and VDA 19, and failure analysis using SEM, FTIR, and EDX, capabilities that few laboratories in Malaysia can match at this depth. While major competitors in the Malaysian market offer general testing services, cleanliness testing and advanced failure analysis require specialised equipment, methodological experience, and analysts who understand automotive manufacturing processes. ALS has invested in building this expertise, and it represents our strongest point of competitive differentiation in the regional market.
ISO/IEC 17025 Accredited – Globally Recognised Results
Our accredited test reports are accepted by OEMs and regulatory authorities across more than 100 countries under the ILAC MRA, giving you confidence in every result and eliminating the risk of results being rejected by your customer’s technical approval team. When you submit an ALS test report in support of an OEM qualification, a type approval application, or a regulatory submission, you are submitting a document that carries internationally recognised weight.
Part of a 40+ Year Global Testing Network
As part of the ALS global network, one of the world’s leading testing, inspection, and certification organisations, we combine world-class laboratory capabilities with deep local knowledge of the Malaysian and Southeast Asian automotive market. The ALS global network provides access to specialised testing capabilities, technical expertise, and reference resources that simply are not available at standalone regional laboratories. For automotive manufacturers with testing requirements that extend beyond our local scope, the global ALS network provides seamless access to the same quality standards in other markets.
Fast Turnaround & Responsive Technical Support
We understand that testing delays cost money. Production holds, delayed OEM submissions, and extended field investigation timelines all have real financial consequences. Our team is structured to provide fast turnaround times and proactive communication from the moment of sample receipt through to the delivery of your final test report. We treat every sample as if a production decision depends on it, because it often does.
Frequently Asked Questions (FAQ)
Q: What automotive testing services does ALS offer?
ALS Testing provides five core categories of automotive testing services
(1) Technical Cleanliness & Particle Testing to ISO 16232 and VDA 19;
(2) Failure Analysis using SEM, FTIR, EDX, and cross-section analysis;
(3) Automotive Materials & Environmental Testing including VOC, salt spray, and thermal simulation;
(4) Chemical & Electronics Testing including ion chromatography, GCMS, and RoHS/REACH compliance; and
(5) the full Automotive Testing Hub encompassing all of the above with OEM-standard test methods. Contact our team or visit the relevant service page for a detailed capability list.
Q: Is your laboratory accredited for automotive testing?
Yes. ALS Testing is accredited to ISO/IEC 17025:2017. Our test reports carry the ILAC MRA mark and are recognised by OEMs and regulatory bodies in more than 100 countries worldwide. Accreditation to ISO/IEC 17025 is the international gold standard for laboratory competence, and it means that every test result we produce has been generated under a formally validated quality management system with documented traceability to national and international measurement standards.
Q: Do you serve clients in Malaysia and other countries in the region?
Yes. ALS Testing primarily serves clients in Malaysia, and we also support manufacturers and suppliers in Thailand, Singapore, Indonesia, Vietnam, and other markets across Southeast Asia. Our ISO/IEC 17025 accreditation, recognised under the ILAC MRA, means that our test reports are accepted across all major global markets. For samples shipped from outside Malaysia, please contact us to discuss logistics and sample submission requirements.
Q: Can you test to OEM-specific standards such as BMW, Toyota, or Ford specifications?
Yes. ALS has experience with a range of OEM-specific test standards in addition to international standards such as ISO, VDA, and IEC. Please contact us with your specific requirements, including the OEM specification number and revision, and our technical team will confirm our capability and advise on the appropriate test method. For standards outside our current scope, we will advise whether the test can be conducted under the ALS global network.
Q: How do I submit samples and obtain a quote?
The process is straightforward
(1) Contact our team via the enquiry form at /contact/ or by telephone, providing details of the component, the test required, and the standard or specification;
(2) Our technical team will provide a quotation and sample submission instructions;
(3) Ship or deliver your samples to our laboratory;
(4) Testing is conducted and your report is issued electronically. For urgent requirements, please indicate this when making contact and we will advise on expedited options.
Q: What is the typical turnaround time for automotive testing?
Turnaround times vary depending on the test type, sample preparation requirements, and current laboratory workload. Simple chemical analyses may be completed within two to five business days, while complex failure analysis or multi-test programmes may require one to three weeks. Please contact our team when submitting your enquiry and we will provide a specific timeline estimate for your requirements. We also offer expedited service for time-critical investigations; please ask about this option if your situation requires faster results.
Request an Automotive Testing Quote
Ready to discuss your automotive testing requirements? Whether you need cleanliness certification for a precision component, a root cause failure analysis, VOC emissions testing for interior materials, or a comprehensive multi-test qualification programme, ALS Testing’s specialists are here to help, from initial sample submission guidance through to delivery of your final test report.
Our team makes the process simple. Tell us what you need, and we will provide a clear quotation, sample submission instructions, and a realistic timeline. For complex programmes, we can arrange a technical discussion to ensure that the test plan is fully aligned with your OEM or regulatory requirements.
→ Request a Quote: https://www.alstesting.co.th/contact-us/
→ Download Automotive Testing Capability Brochure
ISO/IEC 17025:2017 Accredited | Results trusted by OEMs worldwide | ILAC MRA Recognised
Read moreApril 24, 2026
VOC Emissions · Salt Spray Corrosion · Thermal Testing · Interior Air Quality · VDA 278 · ISO 9227
ISO/IEC 17025 Accredited | Full Environmental Simulation Suite | OEM Standard Testing
The materials that make up a modern automobile are subjected to conditions that most materials would never encounter: temperature extremes from −40°C to +120°C and beyond; salt-laden road spray that attacks every exposed metal surface; UV radiation that degrades polymers and fades pigments; humid tropical heat that accelerates corrosion and swells seals; and the constant off-gassing requirements of interior materials that affect the air quality cabin occupants breathe every day.
Automotive materials testing, which encompasses VOC emissions analysis, corrosion testing, environmental simulation, thermal characterisation, and chemical content analysis, validates that materials and components survive these conditions and meet the specifications that OEMs and regulations define. With combined search volumes exceeding 430 searches per month in Malaysia for VOC and salt spray testing alone, this is one of the most commercially active testing categories in the regional automotive market.
ALS Testing is accredited to ISO/IEC 17025:2017 and offers a comprehensive range of automotive materials and environmental testing services, covering the key standards that govern material qualification for Malaysian and global automotive supply chains. Critically, ALS currently has no content covering VOC testing – the highest-volume keyword in our portfolio – making this Pillar Page a priority content investment.
VOC Emissions Testing for Automotive Interior Materials
Volatile organic compound (VOC) emissions from automotive interior materials are a significant concern for both regulatory compliance and consumer experience. Interior materials including instrument panels, headliners, seat foams, carpets, door trim panels, adhesives, and sealants all contribute to the volatile chemical environment inside the vehicle cabin. Elevated VOC concentrations in new vehicles have been associated with health concerns, including irritation, headache, and in extreme cases, sensitisation, and are subject to increasingly stringent OEM specifications and, in some markets, regulatory limits.
Automotive VOC testing is governed by several key standards that specify the test method, temperature conditions, sampling duration, and analytical approach. ALS provides testing to the primary automotive VOC standards required by global OEMs.
VDA 278 – Thermal Desorption Analysis of Automotive Interior Materials
VDA 278 is the German automotive industry standard for analysis of organic emissions from automotive interior components using thermal desorption GC-MS. The standard defines two heating stages: 90°C for VOC determination (volatile organic compounds) and 120°C for FOG determination (semi-volatile high-boiling condensable compounds, applied to a small sample of the material under controlled conditions. The emitted compounds are collected on a Tenax sorbent tube, thermally desorbed, and analysed by gas chromatography-mass spectrometry (GC-MS) to provide a quantitative profile of organic emissions.
VDA 278 is required by German OEMs (BMW, Volkswagen Group, Mercedes-Benz, Audi) and their Tier-1 suppliers, and is widely adopted across the global automotive supply chain. It provides quantitative data for comparison against specified emission limits for individual compounds and compound groups, typically expressed in µg/g of material.
ISO 12219 – Interior Air of Road Vehicles
ISO 12219 is the international standard series covering the measurement of VOC concentrations in vehicle interiors. The standard defines test methods for measuring VOC concentrations in the cabin air of complete vehicles (ISO 12219-1, bag method) and for emissions from individual interior components (ISO 12219-2 to ISO 12219-7, covering various chamber and micro-chamber methods). ALS provides component-level VOC testing to the ISO 12219 chamber methods, enabling material qualification against OEM VOC specifications defined under this standard.
VDA 275 – Formaldehyde Emission Testing
Formaldehyde is a specific VOC of regulatory and health concern, subject to dedicated test methods and specific emission limits in many OEM specifications. VDA 275 specifies a bottle method for determination of formaldehyde emissions from automotive interior non-metallic materials, using photometric analysis of the extracted formaldehyde. ALS provides formaldehyde testing to VDA 275 as part of our VOC testing capability, enabling clients to meet the specific formaldehyde limits defined by German and other OEMs.
ISO 6452 – Fogging Testing
Fogging testing determines the propensity of automotive interior materials to produce condensable vapours that deposit on the vehicle windscreen as a visible fog film. This is both an aesthetic issue (the fog film impairs driver visibility) and an indicator of high-boiling organic emissions from interior materials. ISO 6452 defines both photometric (reflectance-based) and gravimetric (mass deposition) methods for fogging assessment. ALS provides fogging testing to ISO 6452 as part of our interior emissions testing portfolio.
Corrosion & Salt Spray Testing
Corrosion is one of the most persistent and economically significant degradation mechanisms in automotive components and structures. Road salt, humid climates, and the electrochemical environment created by dissimilar metals in contact create conditions that attack metal surfaces, coatings, and plated surfaces continuously throughout a vehicle’s service life. Corrosion testing replicates these conditions in accelerated form, enabling assessment of coating quality, material selection, and corrosion protection effectiveness in a fraction of the real-world timescale.
ISO 9227 – Neutral Salt Spray Testing (NSS)
ISO 9227 is the primary international standard for salt spray (salt fog) corrosion testing, covering three test atmospheres: neutral salt spray (NSS), acetic acid salt spray (AASS), and copper-accelerated acetic acid salt spray (CASS). In the NSS test, the most widely applied, specimens are exposed to a continuously atomised 5% sodium chloride solution at 35°C for defined durations, typically ranging from 96 hours to 1,000 hours or more depending on the OEM specification. The standard defines the test apparatus requirements, solution chemistry, temperature tolerances, and evaluation criteria for assessing corrosion protection performance.
ALS salt spray testing to ISO 9227 is applied to painted and coated metal components, fasteners and fixings, electroplated surfaces, and automotive exterior and underbody components. Results are documented through visual examination of corrosion creep from scribe lines, blister formation, and spot corrosion. The resulting data is then classified according to ISO 10289, allowing manufacturers to verify compliance with their specific OEM requirements.
ASTM B117 – Standard Practice for Operating Salt Spray Apparatus
ASTM B117 is the American equivalent of ISO 9227 for neutral salt spray testing, widely required by American OEMs and their supply chains. The test conditions under ASTM B117 are equivalent to ISO 9227 NSS, with 5% sodium chloride solution at 35°C, but the evaluation criteria and acceptance requirements may differ between specifications. ALS can conduct salt spray testing to ASTM B117 for clients whose OEM specifications reference this standard.
Cyclic Corrosion Testing
While continuous salt spray testing (ISO 9227, ASTM B117) provides a standardised accelerated corrosion environment, cyclic corrosion testing, which alternates between salt spray exposure, humidity, ambient drying, and optional UV exposure phases, which many OEMs consider more representative of real-world corrosion progression. ALS offers cyclic corrosion testing to selected OEM and industry standards, providing a more nuanced assessment of corrosion protection performance for clients whose OEM specifications require this approach.
Thermal & Environmental Simulation Testing
Automotive components experience extreme thermal and environmental conditions during manufacture, assembly, shipping, and service. Environmental simulation testing replicates these conditions in controlled laboratory settings, enabling assessment of component integrity, material stability, and functional performance across the full environmental envelope.
Thermal Shock Testing (IEC 60068-2-14)
Thermal shock testing exposes components to rapid transitions between high and low temperature extremes, replicating the shock experienced by components during engine start-stop cycles, cold weather startup, or transition between heated and cooled environments. IEC 60068-2-14 specifies the thermal shock test method, defining the temperature extremes, transition time, dwell time at each extreme, and number of cycles. Thermal shock testing is applied to automotive electronics, sensors, connectors, and any component where thermal cycling could cause fatigue cracking, delamination, or seal failure.
Thermal Cycling & Temperature Endurance Testing (IEC 60068-2-1 / 2-2)
Thermal cycling testing exposes components to repeated temperature cycles between defined minimum and maximum temperatures, with controlled ramp rates and dwell times. Unlike thermal shock, cycling involves slower temperature transitions that stress materials through differential thermal expansion rather than rapid temperature shock. IEC 60068-2-1 covers cold testing and IEC 60068-2-2 covers dry heat testing. These methods are applied to automotive materials, electronics, and polymer components to assess stability and endurance across the operational temperature range.
Humidity & Damp Heat Testing (IEC 60068-2-78)
Humidity testing exposes components to elevated temperature and relative humidity conditions, assessing resistance to moisture ingress, hydrolytic degradation, corrosion, and swelling. IEC 60068-2-78 specifies the damp heat steady-state test at 40°C and 93% RH, widely applied to automotive electronics and connector systems. ALS humidity testing supports qualification of automotive electronics for tropical and humid climate markets including Southeast Asia, where humidity resistance is a particularly critical performance requirement.
Key Standards Reference – Materials & Environmental Testing
Standard
Test Type
Key Parameters
Typical Application
VDA 278
VOC/FOG Thermal Desorption
90°C VOC / 120°C FOG, GC-MS analysis
Interior trim, plastics, adhesives – German OEM
ISO 12219
Interior Air VOC
Chamber method, µg/m³ results
Interior material VOC qualification
VDA 275
Formaldehyde Emission
Bottle method, photometric
Interior materials – formaldehyde limits
ISO 6452
Fogging
Photometric / gravimetric, 100°C
Interior trim – windscreen fog assessment
ISO 9227 NSS
Salt Spray – Neutral
5% NaCl, 35°C, 96h to 1000h+
Metal components, coatings, fasteners
ISO 9227 AASS
Salt Spray – Acetic Acid
Acetic acid adjusted, 35°C
Aluminium alloys, decorative plating
ISO 9227 CASS
Salt Spray – Copper Accelerated
Copper chloride added, 50°C
Decorative chrome plating assessment
ASTM B117
Salt Spray – US Standard
5% NaCl, 35°C – ASTM method
American OEM supply chain
IEC 60068-2-14
Thermal Shock
Rapid transfer, −40°C to +150°C
Electronics, sensors, connectors
IEC 60068-2-1 / 2-2
Thermal Cycling
Defined ramp and dwell cycles
Automotive materials, electronics
IEC 60068-2-78
Damp Heat
40°C / 93% RH steady state
Automotive electronics – tropical climates
Industries & Applications
Automotive Interior Trim & Materials Suppliers
Suppliers of instrument panels, door trim, headliners, seat foams, floor carpets, and steering wheel covers require VOC emissions testing to VDA 278, ISO 12219, and VDA 275, as well as fogging testing to ISO 6452, to meet OEM interior air quality specifications. ALS provides the complete suite of interior emissions testing required for material qualification at German, Japanese, and American OEMs.
Metal Component & Fastener Manufacturers
Manufacturers of body-in-white components, underbody brackets, suspension parts, engine bay fasteners, and exterior fittings require salt spray testing to ISO 9227 and ASTM B117 to validate corrosion protection performance of coatings, platings, and surface treatments. ALS salt spray testing provides comprehensive performance data that suppliers use to verify compliance against OEM-specified corrosion resistance requirements.
Automotive Electronics & Sensor Manufacturers
ECUs, sensors, connectors, and power electronics components require thermal shock, thermal cycling, and humidity testing to IEC 60068 to demonstrate environmental robustness across the full automotive operating range. ALS environmental simulation testing supports qualification of automotive electronics for both temperate and tropical market applications.
Frequently Asked Questions – Materials & Environmental Testing
Q: What is VDA 278 and which OEMs require it?
VDA 278 is the German automotive industry standard for measuring organic emissions from non-metallic interior materials using thermal desorption gas chromatography-mass spectrometry. It is required by German OEMs including BMW, Volkswagen Group (Volkswagen, Audi, SEAT, SKODA, Porsche), Mercedes-Benz, and their direct suppliers. The standard provides both VOC and FOG (semi-volatile) results, expressed in µg/g of material, enabling material qualification through comparison against OEM-specified emission limits for individual compounds and compound groups.
Q: What is the difference between salt spray testing to ISO 9227 and ASTM B117?
ISO 9227 and ASTM B117 specify equivalent test conditions for neutral salt spray testing, both using 5% sodium chloride solution at 35°C, but they originate from different standards organisations (ISO vs ASTM) and may have different specification requirements in terms of evaluation methods and acceptance criteria. ISO 9227 is the standard required by most European and Asian OEM specifications, while ASTM B117 is required by American OEM specifications. ALS can test to either standard based on your OEM specification requirement.
Q: How long does a salt spray test take?
The duration of a salt spray test is defined by the OEM specification or the standard being tested to, and can range from 96 hours (4 days) for some coating qualification tests to 240, 500, or 1,000 hours for more demanding corrosion resistance requirements. Long-duration tests require advance planning and scheduling. Please contact our team early in your project timeline to allow for test scheduling, and to confirm whether interim inspection requirements are specified.
Q: Can ALS test for both VOC emissions and formaldehyde from the same material sample?
Yes. It is common for OEM specifications to require both general VOC/FOG analysis (by VDA 278) and specific formaldehyde determination (by VDA 275) from the same material. ALS can conduct both tests from a single sample submission, minimising the material required and simplifying the sample preparation and submission process. Please specify both test requirements when making your enquiry.
Request a Materials & Environmental Testing Quote
From VOC emissions qualification for interior trim materials to salt spray certification for exterior components and thermal shock testing for automotive electronics, ALS Testing provides the accredited materials and environmental testing services that automotive suppliers in Malaysia and Southeast Asia require. Contact our specialists to discuss your testing requirements and receive a quotation.
→ Request a Quote: https://www.alstesting.co.th/request-a-quote/
→ Back to Automotive Testing Hub: /automotive-testing/
ISO/IEC 17025 Accredited | VOC + Salt Spray + Thermal Specialist | German & International OEM Standards
Read moreApril 24, 2026

Root Cause Investigation · Fracture Analysis · Corrosion Analysis · Material Identification · Cross-Section
ISO/IEC 17025 Accredited | SEM + FTIR + EDX + Cross-Section | Automotive Specialist
When a component fails in production, in qualification testing, or in the field, the questions that matter most are not simply ‘what failed’ but ‘why did it fail’ and ‘how do we ensure it does not fail again.’ Failure analysis is the disciplined forensic process that answers these questions, tracing a visible failure mode back to its physical, chemical, or process root cause.
In the automotive industry, failure analysis is a critical tool across the entire product lifecycle. During development, it identifies design or material weaknesses before they reach production. During qualification, it explains unexpected test failures and guides corrective action. During production, it investigates non-conformances and prevents recurrence. After field returns, it determines warranty liability, informs recall decisions, and drives product improvement.
ALS Testing provides specialist automotive failure analysis services using scanning electron microscopy (SEM), FTIR spectroscopy, energy-dispersive X-ray spectroscopy (EDX), optical microscopy, and metallurgical cross-section preparation. With scanning electron microscopy analysis reaching 260 searches per month in the Malaysian market – the highest search volume in our entire keyword set – this is both the most technically demanding and the most commercially significant capability in our laboratory portfolio.
What Is Failure Analysis?
Failure analysis is the systematic investigation of a component or material to determine the cause of an unexpected failure, non-conformance, or performance deficiency. It applies a structured sequence of analytical techniques, starting with non-destructive visual and optical examination, progressing to surface and interface analysis, and culminating in destructive cross-section and microstructural examination where required, to identify the physical, chemical, or mechanical mechanism responsible for the failure.
In automotive applications, failure analysis encompasses a wide range of failure modes and component types. Fracture analysis investigates cracked or broken metal, polymer, or composite components, determining whether the fracture originated from fatigue, overload, corrosion, embrittlement, or manufacturing defects. Corrosion analysis characterises the type and extent of corrosion damage and identifies contributing factors including material composition, coating quality, and environmental exposure. Delamination and adhesion failure analysis investigates separation at material interfaces including bonded joints, coatings, plated surfaces, and polymer-to-metal bonds. Contamination analysis identifies foreign particles or films on component surfaces or in lubrication systems that have caused or contributed to functional failure.
Failure Analysis in the Automotive Supply Chain
The automotive supply chain applies failure analysis at multiple points where the stakes of unresolved failures are highest. Tier-1 suppliers conduct failure analysis on components returned from OEM qualification testing, where a single test failure can delay programme launch. Warranty teams investigate field returns to distinguish design defects from manufacturing escapes, and to determine whether failures within the warranty period are attributable to the supplier, the assembly process, or the OEM’s application conditions. Purchasing and quality teams use failure analysis to assess whether returned components represent genuine supplier non-conformances or misuse and handling damage by the customer. In each case, the failure analysis report provides objective, evidence-based conclusions that carry weight in technical and commercial disputes.
Why Choose an Accredited Independent Laboratory for Failure Analysis?
Failure analysis conducted by an ISO/IEC 17025 accredited independent laboratory carries a level of credibility that in-house analysis cannot replicate. When failure analysis results are used in OEM disputes, insurance claims, product liability proceedings, or regulatory investigations, the independence and accreditation of the laboratory that produced the analysis is routinely scrutinised. ALS provides analysis that is conducted under a formal quality management system, with documented traceability of methods and equipment calibration, and with the objectivity of an organisation that has no stake in any particular outcome.
Our Failure Analysis Techniques
ALS failure analysis employs a suite of complementary analytical techniques, selected based on the nature of the failure, the material types involved, and the level of detail required to reach a defensible root cause conclusion. Our analysts are experienced in applying these techniques in combination; a fracture surface analysis, for example, may combine optical microscopy for initial characterisation, SEM for high-magnification morphological analysis, and EDX for elemental mapping of fracture features.
Scanning Electron Microscopy (SEM) Analysis
Scanning electron microscopy is the central analytical tool for failure analysis at the micro and nano scale. SEM images component surfaces, fracture faces, and cross-section features at magnifications from 20x to 100,000x, with a depth of field and resolution that far exceeds optical microscopy. SEM analysis reveals fracture morphology, the characteristic features that distinguish fatigue striations from intergranular fracture from ductile overload; identifies surface defects, pits, cracks, and corrosion morphology at the micrometre scale; characterises particle morphology in contamination investigations; and provides the imaging foundation for EDX elemental analysis.
All SEM analysis at ALS is conducted in a controlled environment to minimise contamination, with samples prepared using appropriate techniques for the material type, including gold or carbon sputter coating for non-conducting samples. SEM images are documented with scale bars, magnification, and operating conditions for full traceability in the final report.
Energy-Dispersive X-Ray Spectroscopy (EDX) Elemental Analysis
EDX is used in combination with SEM to provide elemental composition data from specific points, areas, or features on a sample surface. By detecting the characteristic X-rays emitted from a sample under electron beam excitation, EDX identifies which elements are present and at what relative concentrations. In failure analysis, EDX is applied to identify corrosion products (for example, distinguishing chloride-induced pitting from sulfate-driven corrosion), to characterise contaminating particles (distinguishing iron from aluminium from silicon-based particles), to verify coating composition, and to detect elemental segregation or depletion at fracture interfaces.
EDX mapping provides a spatial elemental distribution image across an area of interest, enabling visualisation of where specific elements are concentrated; for example, showing the distribution of zinc in a galvanic corrosion zone, or the localisation of chlorine at a corrosion initiation site.
FTIR Spectroscopy (Fourier Transform Infrared)
FTIR spectroscopy is the primary technique for identification of organic materials, polymers, coatings, and surface films in failure analysis. By measuring the infrared absorption spectrum of a material, FTIR produces a molecular fingerprint that can be matched against reference libraries to identify polymer types, adhesive formulations, lubricant residues, and contaminating films. FTIR is routinely applied in automotive failure analysis to identify: the composition of failed gaskets and seals; contaminating films on metal surfaces that inhibit adhesion or coating bonding; degraded or thermally oxidised polymer components; lubricant composition and degradation state; and foreign material contaminants found at failure sites.
ALS operates both standard FTIR for bulk material analysis and ATR (attenuated total reflectance) FTIR for surface film analysis, enabling characterisation of films as thin as a few micrometres without the need for destructive extraction.
Optical Microscopy & Stereo Microscopy
Optical microscopy at magnifications from 10x to 1000x provides the initial visual characterisation stage of failure analysis, identifying fracture locations, corrosion zones, delamination interfaces, and gross defects before higher-resolution SEM analysis is applied. Stereo microscopy at lower magnifications (7x to 50x) provides three-dimensional surface imaging of fracture faces and component surfaces with excellent depth of field, enabling documentation of large-area failure features in context. All optical microscopy images are captured digitally and documented with magnification and scale information.
Metallurgical Cross-Section Preparation & Analysis
Cross-section preparation involves embedding a component in resin, cutting through the area of interest, grinding and polishing to a metallographic finish, and optionally etching to reveal microstructural features, providing access to the internal structure of a component at the site of failure. Cross-section analysis reveals coating thickness and uniformity, interface integrity between layers, crack propagation paths and morphology, grain structure and phase distribution in metals, porosity and inclusion content in castings, and the presence of decarburisation, carburisation, or other surface treatments. Combined with SEM and EDX analysis of the prepared cross-section, this technique provides the most comprehensive internal characterisation of a failed component.
Failure Modes We Investigate
ALS failure analysis services address the full spectrum of failure modes encountered in automotive component manufacturing and service.
Fracture & Fatigue Failure Analysis
Fracture surfaces carry a detailed record of the failure mechanism, encoded in the morphological features of the fractured faces. Fatigue fractures display characteristic features including fatigue crack initiation sites, beach marks (progression marks showing crack growth over cycles), and fatigue striations at high magnification. Overload fractures show ductile features (dimples, shear lips) or brittle features (cleavage facets, intergranular separation) depending on material and loading conditions. ALS fractography, the systematic analysis of fracture surfaces, determines the failure mode, identifies the initiation site, and assesses whether the failure was consistent with design intent, an unexpected overload, or a material or manufacturing defect.
Corrosion & Surface Degradation Analysis
Corrosion failures in automotive components can take many forms: general uniform corrosion, pitting corrosion localised at surface defects or inclusions, galvanic corrosion at bimetallic interfaces, crevice corrosion in confined geometries, stress corrosion cracking in susceptible alloys under mechanical loading, and fretting corrosion at vibrating contacts. ALS corrosion analysis characterises the corrosion morphology by optical and SEM microscopy, identifies corrosion products by EDX elemental analysis and FTIR spectroscopy, and assesses the contribution of material composition, surface treatment quality, and environmental exposure to the observed damage.
Delamination & Adhesion Failure Analysis
Failures at material interfaces, including between coatings and substrates, bonded surfaces, plated layers and base materials, and moulded polymer overmoulds and metal inserts, are among the most common and commercially significant failures in automotive components. ALS investigates delamination failures by cross-section analysis to characterise the interface morphology, SEM and EDX analysis of both separated surfaces to determine the locus of failure (cohesive failure within a layer, or adhesive failure at the interface), and FTIR analysis to identify contaminating films or inadequate surface preparation that may have compromised adhesion.
Contamination & Foreign Material Analysis
Contaminating particles, films, or deposits on component surfaces can cause a range of functional failures from corrosion initiation to electrical resistance increase to mechanical interference. ALS contamination analysis applies the full suite of SEM, EDX, FTIR, and optical microscopy techniques to characterise contaminants and identify their source. This is frequently applied to investigation of corrosion-related warranty failures where a chloride, sulfate, or organic acid contaminant has initiated pitting or crevice corrosion, and to investigation of electrical contact failures where surface films have increased contact resistance.
Our Failure Analysis Process
ALS failure analysis follows a structured investigation process that ensures comprehensive characterisation and defensible conclusions in every case.
Stage
Activity
Output
1. Receipt & Review
Sample receipt, condition documentation, review of client background information
Sample condition record, investigation brief
2. Non-Destructive Examination
Visual, stereo, and optical microscopy – photographic documentation
Overview images, failure site characterisation
3. Surface Analysis
SEM imaging, EDX elemental analysis, FTIR surface film analysis
High-resolution images, elemental data, material identification
4. Destructive Examination
Cross-section preparation, metallographic analysis, SEM/EDX of cross-section
Internal structure characterisation, interface analysis
5. Data Synthesis
Integration of all analytical data, root cause determination, corrective action guidance
Draft failure analysis report
6. Reporting
Final report with images, data, conclusions, and recommendations
Formal failure analysis report – ISO/IEC 17025 accredited
Frequently Asked Questions – Failure Analysis
Q: What information should I provide when submitting a component for failure analysis?
The quality of a failure analysis investigation is directly related to the quality of the background information provided. When submitting a sample, please provide a description of the component and its function, the failure mode observed such as fracture, corrosion, or delamination, and details on when and how the failure was discovered in production, qualification, or the field. It is also helpful to include the operational history of the component if known, any relevant manufacturing information like material specification, heat treatment, surface treatment, and assembly history, and the specific outcome you require from the investigation. This could include root cause identification, technical evidence for specification compliance, or corrective action recommendations. The more context you provide, the more focused and relevant our investigation can be.
Q: How long does a failure analysis investigation take?
Turnaround time depends on the complexity of the investigation, the number of techniques required, and the current workload of our analytical team. A straightforward fracture analysis using SEM and EDX can typically be completed within five to ten business days. More complex investigations involving cross-section preparation, FTIR analysis, and comparative testing of multiple samples may require two to four weeks. For urgent investigations, particularly production-critical failures, please contact our team directly to discuss expedited options.
Q: Can failure analysis results be used in legal or commercial disputes?
Yes. Failure analysis reports produced by ISO/IEC 17025 accredited laboratories are routinely used as technical evidence in commercial disputes, insurance claims, product liability proceedings, and regulatory investigations. The accreditation of ALS Testing means that our reports are produced under a formally audited quality management system, with documented traceability of methods, equipment, and analyst qualifications. If your investigation has a legal or commercial dimension, please advise our team at the outset so that we can ensure the investigation is conducted and documented to the appropriate standard.
Q: What is SEM analysis and why is it important for failure analysis?
Scanning electron microscopy (SEM) is a technique that uses a focused electron beam to image surfaces at very high magnification and resolution. Unlike optical microscopy, SEM can achieve magnifications of 100,000x or higher with a depth of field that makes it ideal for imaging rough fracture surfaces, corroded surfaces, and three-dimensional microstructural features. SEM is important for failure analysis because it reveals the micro-scale morphological evidence that distinguishes one failure mechanism from another: fatigue striations, cleavage facets, corrosion pits, and particle morphology are all characteristic features that guide the analyst’s conclusion about root cause.
Q: Can ALS analyse plastic, rubber, and composite material failures as well as metals?
Yes. ALS failure analysis services cover metals, polymers, rubbers, composites, adhesives, coatings, and electronics materials. FTIR spectroscopy is our primary tool for polymer and organic material characterisation, enabling identification of polymer type, degradation state, and contaminating species. SEM and EDX analysis are applied to polymer fracture surfaces, interface failures, and contaminant identification in non-metallic components. Our analysts have experience with the full range of materials used in automotive manufacturing.
Request a Failure Analysis Investigation
When a component failure requires expert investigation, ALS Testing provides the analytical depth, accredited methodology, and clear reporting that automotive manufacturers require. Contact our team today to discuss your failure analysis requirements and receive guidance on sample submission.
→ Request a Quote: https://www.alstesting.co.th/request-a-quote/
→ Back to Automotive Testing Hub: /automotive-testing/
ISO/IEC 17025 Accredited | SEM + FTIR + EDX + Cross-Section | Fast Turnaround Available
Read moreApril 24, 2026

Particle Analysis · LPC Counting · Gravimetric Analysis · SEM Particle Identification
ISO/IEC 17025 Accredited | ISO 16232 & VDA 19 Specialist | SEM Particle ID Available
In precision automotive manufacturing, cleanliness is not a finishing step but a fundamental product specification. A single metallic particle of the wrong size in a hydraulic control valve, or a fibre contaminating a fuel injector channel, can translate into field failures, warranty claims, and production shutdowns that cost orders of magnitude more than the testing that would have prevented them.
Technical cleanliness testing – also known as component cleanliness testing or particle contamination analysis, is the validated process of extracting, quantifying, and characterising particulate contamination from the surfaces and internal channels of automotive components. It is governed by two internationally recognised standards: ISO 16232 (Road Vehicles – Cleanliness of Components) and VDA 19 (Testing of Technical Cleanliness – Particulate Contamination of Functionally Relevant Automotive Parts), the German automotive industry standard that is widely required by European OEMs.
ALS Testing is one of the very few independent laboratories in Malaysia and Southeast Asia offering ISO 16232 and VDA 19 cleanliness testing at specialist level. Our capability in this area represents a genuine competitive differentiator for our clients seeking OEM qualification, and for ALS as a laboratory in the regional market.
What Is Technical Cleanliness Testing?
Technical cleanliness testing is a structured analytical process that determines the type, size, and quantity of solid particulate contamination present in or on automotive components. It is applied to precision components where particle contamination poses a functional risk, primarily components with narrow channels, tight clearances, or surfaces that must maintain sealing integrity.
The process involves three core stages: particle extraction, particle quantification, and particle characterisation. Extraction removes particles from the component using a validated method, typically pressure flushing, ultrasonic agitation, or direct surface rinsing with a filtered solvent. Quantification determines the mass and number distribution of extracted particles. Characterisation identifies the morphology and, where required, the material composition of individual particles using microscopy and analytical techniques.
The output of a cleanliness test is a formal cleanliness class, expressed according to the ISO 16232 or VDA 19 classification system. This data allows manufacturers to verify compliance against their own internal specifications or OEM requirements.
Why Technical Cleanliness Matters for Automotive Manufacturers
The drive toward technical cleanliness in automotive manufacturing has been shaped by decades of field failure data linking particulate contamination to premature component failure. Hydraulic control systems in automatic transmissions, anti-lock braking systems, fuel injection systems, power steering units, and turbocharger oil supply circuits are all highly sensitive to particulate contamination. Even particles invisible to the naked eye (particles of 100 microns or less) can cause valve sticking, orifice blockage, accelerated wear, and seal damage.
For electric vehicle powertrains, the stakes are equally high. Battery thermal management systems, power electronics cooling circuits, and electric motor lubrication and cooling pathways all operate with close tolerances where contamination can cause insulation breakdown, thermal hotspots, or mechanical wear. As EV penetration grows in Southeast Asia, the demand for cleanliness testing of EV-specific components is growing alongside it.
OEM requirements for cleanliness compliance are increasingly contractual rather than advisory. Tier-1 suppliers to major European, Japanese, and American OEMs are routinely required to demonstrate cleanliness compliance using data from ISO/IEC 17025 accredited independent laboratories, not in-house testing. This is where ALS plays a critical role in the supply chain quality process.
ISO 16232 vs VDA 19: What Is the Difference?
ISO 16232 and VDA 19 are closely related standards, both governing the testing of technical cleanliness in automotive components. Understanding the relationship between them is important for specifying the correct test method.
Dimension
ISO 16232
VDA 19
Origin
International (ISO Technical Committee 22)
German Automotive Industry (VDA – Verband der Automobilindustrie)
Structure
10-part standard covering extraction, analysis, and reporting
Single comprehensive document – German and English versions
Adoption
Broadly adopted by global OEMs and regulatory frameworks
Required by German OEMs (BMW, Mercedes-Benz, Volkswagen Group, Bosch)
Particle Classes
Uses ISO cleanliness classes based on particle count per size range
Uses VDA cleanliness classes – more granular size range definition
Relationship
Harmonised – VDA 19 Part 1 and ISO 16232 are technically equivalent for most applications
VDA 19 Part 2 adds requirements for assembly environments
Reporting
ISO 16232 format – required for ISO-referencing OEM submissions
VDA 19 format – required for VDA-referencing OEM submissions
In practice, ALS tests to both standards, and our reports can be formatted to meet either ISO 16232 or VDA 19 reporting requirements depending on the OEM specification being addressed. When in doubt, our technical team will advise on the appropriate standard for your specific application.
Our Cleanliness Testing Services
ALS Testing offers a complete suite of technical cleanliness testing services, covering every stage of the analytical process from particle extraction through to SEM-based particle identification. All testing is conducted within our ISO/IEC 17025 accredited scope, with documented quality controls and traceability throughout.
Particle Extraction – Pressure Flush, Ultrasonic & Rinsing Methods
The foundation of any cleanliness test is the particle extraction method. ISO 16232 and VDA 19 define multiple validated extraction methods, each appropriate for different component geometries and contamination scenarios. ALS offers all primary extraction methods, selected in collaboration with the client based on the component design, functional surfaces of interest, and OEM specification requirements.
Pressure flushing is used for components with internal channels such as hydraulic valves, fittings, and manifolds, where a filtered solvent is flushed through under pressure to carry out particles. Ultrasonic extraction is applied to components where particles adhere to external or complex internal surfaces, using ultrasonic energy to dislodge them into a filtration medium. Rinsing extraction is a simpler method for relatively large components where surface contamination is the primary concern. All extraction solvents used are filtered to a level that ensures blank contamination remains below the defined threshold before component testing begins.
Gravimetric Analysis – Total Particle Mass
Gravimetric analysis determines the total mass of particles extracted from a component, expressed in milligrams. This provides a global contamination index that is compared against the mass-based cleanliness specification. The extracted particles are collected on a pre-weighed filter membrane, dried, and weighed on a calibrated analytical balance with traceability to national mass standards. Gravimetric analysis is a fundamental requirement of both ISO 16232 and VDA 19, and provides a clear quantitative index. This result is used by quality control teams to determine if a component meets the predefined mass-based limits for their specific production line.
Light Obscuration Particle Counting (LPC) – Size Distribution Analysis
Light obscuration particle counting (LPC), also known as automatic optical particle counting, provides a count of extracted particles distributed across defined size ranges, expressed as a particle size distribution. A laser-based instrument counts particles suspended in a clean solvent, recording both the total count and the count in each size class (typically 100–150 µm, 150–200 µm, 200–400 µm, 400–600 µm, 600–1000 µm, and >1000 µm). This data is used to assign an ISO 16232 or VDA 19 cleanliness class and to compare against the OEM-specified cleanliness requirement for the component.
LPC is the standard particle quantification method for ISO 16232 and VDA 19 cleanliness testing, and is required for any cleanliness class determination. It provides far more information than gravimetric analysis alone, enabling detection of large individual particles that may pose functional risk even when total particle mass is low.
Microscopic Particle Analysis & Classification
Following LPC, particles collected on the filter membrane are examined under a calibrated microscope (typically at 50x or 100x magnification) to classify individual particles by type, morphology, and size. ISO 16232 and VDA 19 define particle classification categories: metallic shiny (reflective metallic particles), metallic non-shiny (oxide-coated or corroded metals), fibres, and other non-metallic particles. This classification is important because different particle types carry different risk profiles; a metallic shiny particle of 400 µm in a hydraulic valve is far more concerning than a fibre of the same size.
Microscopic analysis is reported with representative photomicrographs of significant particles, providing visual evidence of the contamination types found. This information supports root cause investigation when cleanliness failures are identified.
SEM-EDX Particle Identification
For cases where the identity of individual particles must be confirmed, particularly in failure investigation, contamination source tracing, or where OEM specifications require elemental identification of particles exceeding a defined size. ALS offers scanning electron microscopy (SEM) with energy-dispersive X-ray spectroscopy (EDX) analysis of individual particles collected from the filter membrane.
SEM imaging provides high-magnification morphological characterisation of individual particles, while EDX provides elemental composition data that enables positive identification of particle material, for example distinguishing iron from aluminium from stainless steel, or identifying ceramic, glass, or polymer particle types. This combined SEM-EDX analysis is the most powerful particle identification tool available and provides definitive evidence for contamination source investigation.
Component Types We Test
ALS cleanliness testing services cover the full range of precision automotive components for which cleanliness specifications are typically defined by OEMs or international standards. Our experience spans hydraulic systems, powertrain components, fuel systems, braking systems, and EV-specific assemblies.
Hydraulic & Fluid Power Components
Hydraulic valves, valve bodies, manifolds, pump housings, cylinders, fittings, and tubing, all of which operate with fluid clearances where particulate contamination can cause sticking, jamming, or accelerated wear of precision-ground surfaces. ALS is experienced in testing components for automatic transmission hydraulic circuits, power steering systems, and industrial hydraulic assemblies to ISO 16232 and VDA 19 specifications.
Fuel System Components
Fuel injectors, fuel rails, fuel pumps, and direct injection components require extremely high cleanliness standards, as contamination can cause injector nozzle blockage, irregular spray patterns, and combustion chamber damage. Cleanliness requirements for high-pressure direct injection fuel systems are among the most stringent in automotive manufacturing, often requiring cleanliness classes that exclude particles above 100–200 µm.
Braking System Components
ABS modulators, brake calipers, master cylinders, and hydraulic brake lines must meet cleanliness specifications that protect the fine orifices and seal surfaces critical to braking system integrity. ALS tests braking components to OEM cleanliness specifications and ISO 16232, with particular attention to metallic particle counts that indicate machining residue or wear debris.
EV & Powertrain Components
Electric motor housings, battery thermal management circuit components, power electronics cooling plate assemblies, and EV gearbox components all require cleanliness verification as EV production scales up across the region. ALS is developing and applying cleanliness testing protocols for EV-specific components, drawing on our ISO 16232 expertise and engaging with emerging OEM specifications for EV powertrain cleanliness.
Standards & Test Methods
Our cleanliness testing is conducted to the following primary standards and test methods, all within our ISO/IEC 17025:2017 accredited scope. For tests outside our accredited scope, we apply validated in-house methods following the principles and protocols established by ISO 16232 and VDA 19.
Standard / Method
Description
Application
ISO 16232
Road Vehicles – Cleanliness of Components (10 parts)
International cleanliness standard for all automotive components
VDA 19 Part 1
Testing of Technical Cleanliness – Particle Contamination Analysis
German OEM requirement – BMW, VW Group, Mercedes-Benz, Bosch
VDA 19 Part 2
Assembly Environment Requirements for Technical Cleanliness
Clean area requirements for assembly processes
Gravimetric Analysis
Total extracted particle mass by calibrated weighing
Quantitative mass measurement for comparison against customer-defined limits.
Light Obscuration Particle Counting (LPC)
Automated particle count by size class using laser obscuration
Particle size distribution – ISO/VDA cleanliness class assignment
Microscopic Particle Classification
Manual classification of particles by type and morphology
Particle type distribution – metallic, fibre, non-metallic
SEM-EDX Particle ID
SEM imaging + elemental analysis of individual particles
Particle source identification, failure investigation, OEM requirement
Why Choose ALS for Cleanliness Testing?
Technical cleanliness testing is a specialised capability that requires more than a particle counter and a filter membrane. It requires experienced analysts who understand automotive manufacturing processes, validated extraction methods appropriate to the component type, calibrated equipment with documented traceability, and a quality management system that ensures the reliability of every result.
One of Very Few Specialists in Malaysia & SEA
ALS is one of very few independent laboratories in Malaysia and Southeast Asia offering ISO 16232 and VDA 19 cleanliness testing at this level of depth. While general testing laboratories may offer particle counting services, the full cleanliness testing process, including validated extraction, gravimetric analysis, LPC, microscopic classification, and SEM-EDX particle identification, which requires specific expertise and investment that ALS has made and maintains.
Full Process Capability from Extraction to SEM-EDX
Unlike laboratories that offer only partial cleanliness testing capability, ALS provides the complete analytical workflow from sample reception and extraction method selection through to final report with SEM-EDX particle identification where required. This full-process capability means that you can manage your entire cleanliness testing requirement through a single laboratory relationship, with consistent methods and results across all your components and platforms.
ISO/IEC 17025 Accredited Results
Our ISO/IEC 17025:2017 accreditation covers cleanliness testing within our accredited scope, meaning that our results carry the formal weight of internationally recognised laboratory accreditation. For OEM submissions and qualification programmes that require accredited test data, ALS test reports satisfy this requirement without question.
Frequently Asked Questions – Cleanliness Testing
Q: What is technical cleanliness testing and why do automotive OEMs require it?
Technical cleanliness testing is the validated process of extracting, quantifying, and characterising particulate contamination from automotive components. OEMs require it because particulate contamination in precision components, particularly hydraulic systems, fuel systems, and braking systems, is a leading cause of field failures and warranty claims. ISO 16232 and VDA 19 provide the standardised framework for cleanliness specification and verification, and OEMs contractually require Tier-1 suppliers to demonstrate compliance using data from accredited independent laboratories.
Q: What is the difference between ISO 16232 and VDA 19?
ISO 16232 is the international standard for automotive component cleanliness testing, developed by ISO Technical Committee 22. VDA 19 is the German automotive industry standard, developed by the VDA (German Association of the Automotive Industry), and is specifically required by German OEMs such as BMW, Volkswagen Group, and Mercedes-Benz, and their major suppliers. The two standards are harmonised: VDA 19 Part 1 is technically aligned with ISO 16232, but the reporting formats and classification systems differ. ALS can test to either standard and can format reports to meet your specific OEM submission requirement.
Q: What types of particles are identified in a cleanliness test?
ISO 16232 and VDA 19 define four primary particle types: metallic shiny particles (highly reflective metals such as machined steel or aluminium), metallic non-shiny particles (oxide-coated or corroded metals, cast particles), fibres (organic or synthetic fibres from wipes, clothing, or seals), and other non-metallic particles (rubber, ceramic, glass, polymer). SEM-EDX analysis can further identify the elemental composition of individual particles for definitive material identification.
Q: How do I prepare my components for cleanliness testing submission?
Component preparation and packaging are important to avoid contamination between manufacturing and laboratory testing. In general, components should be sealed in clean polythene bags immediately after manufacture and kept sealed until sample submission. Do not use paper or cardboard packaging in contact with the component surface. Please contact our team before submission and we will provide specific sample packaging and shipping instructions for your component type.
Q: Can ALS test to OEM-specific cleanliness specifications?
Yes. ALS has experience with a range of OEM-specific cleanliness specifications in addition to the ISO 16232 and VDA 19 standards. Please provide the OEM specification document number and revision when making your enquiry, and our technical team will confirm our capability and advise on the test programme required.
Request a Cleanliness Testing Quote
Whether you are seeking ISO 16232 certification for a new component programme, investigating a cleanliness-related field failure, or establishing a cleanliness testing protocol for a new product line, ALS Testing has the expertise and accreditation to support you. Contact our team today to discuss your requirements and receive a quotation.
→ Request a Quote: https://www.alstesting.co.th/request-a-quote/
→ Back to Automotive Testing Hub: /automotive-testing/
ISO/IEC 17025 Accredited | ISO 16232 & VDA 19 Specialist | SEM-EDX Particle ID Available
Read moreApril 17, 2026

Dust analysis in factories: testing methods and ISO standards that factories need to know.
The growth of the EV and semiconductor industries has made particle control in manufacturing lines a key global issue, with the particle analysis services market valued at over $1 billion and expected to grow at an average rate of over 8% per year.
Particle analysis is the process of examining the size, quantity, and composition of particulate matter contaminating air, surfaces, or product components. This is done to assess risk and ensure quality control meets industry standards. Many manufacturing industries require strict air cleanliness control according to ISO 14644 standards.
This article will help you understand how dust analysis works, the types of instruments used, and why particle control has become a core part of quality control in modern factories.
Why is the Particle Analysis Market Growing So Rapidly?
Controlling particle contamination is a critical issue in advanced industries, particularly semiconductor and electronics manufacturing, which require cleanrooms with strict particle control.
According to global industry organizations, the particle analysis services market is worth over a billion dollars and is growing at an average rate of 8–9% per year.
This growth is primarily driven by three factors:
Quality and hygiene regulations in industry.
The growth of the EV and semiconductor industries.
Continuously evolving analytical technologies such as AI and real-time monitoring systems.
As production lines become more complex, dust analysis has become an integral part of quality control systems, not just general environmental monitoring.
The Dust Situation in Thailand: From PM2.5 to Production Processes
Thailand faces a recurring PM2.5 dust problem. Data from the Pollution Control Department (PCD) indicates that many areas of the country have annual PM2.5 averages higher than the World Health Organization’s guideline of 5 micrograms per cubic meter, as per WHO Air Quality Guidelines.
The PCD report also states that PM2.5 sources in Thailand come from various sectors, such as:
Transportation
Open burning
Industrial sector
Energy production
While PM2.5 information is often discussed in a health context, in the manufacturing sector, process particles are also a significant risk.
These particles can originate from metal scraps from machining, plastic powder from molding, or dust from machine wear, and can directly affect product quality.
How many types of dust are there in a production line, and how do they differ?
In industry, dust analysis is divided into two main groups based on particle origin: Airborne Particles and Component Cleanliness, which require different testing methods and reference standards.
Airborne Particles
Component Cleanliness
Type
Floating in the air in the production area.
Stuck on a surface or in a part.
Main factors
From the movement of people, machinery, and manufacturing processes.
From metal scraps, plastic powder, and wear and tear dust.
Main industry
Semiconductor, Medical Devices, Cleanroom
Automotive, EV, and Automotive parts
Standard
ISO 14644
VDA 19 / ISO 16232
Testing
LPC, Optical Microscope
SEM/EDX, Optical Microscope, IC
ALS
✓
✓
As manufacturing processes become more complex, dust monitoring has become part of a quality control system, not just an environmental test.
Laboratory Dust Analysis Methods
Laboratory dust analysis uses a variety of instruments depending on the particle characteristics and the context of the manufacturing process, including:
Optical Microscope
SEM/EDX (Scanning Electron Microscope with Energy Dispersive X-ray)
LPC Particle Counter (Liquid Particle Counter)
GC-MS (Gas Chromatography–Mass Spectrometry)
Ion Chromatography (IC)
Standards used in industrial dust analysis
Industrial particulate matter analysis must adhere to internationally recognized standards so that test results can be used in quality control and inspection processes.
Commonly encountered standards include:
Automotive & EV
Semiconductors and Electronics
Medical Devices
Aerospace
Food & Pharmaceutical
How long does dust analysis take?
The timeframe depends on the testing method. For example,
particulate matter measurement using ISO16232/VDA19 may take approximately 7-10 business days.
In an era of increasingly stringent manufacturing standards, the visibility and control of particles in production processes have become an integral part of a factory’s quality management system. Dust analysis is not just a technical test; it’s a crucial tool that helps manufacturers understand production process risks and consistently maintain international product standards.
For dust analysis or particle monitoring in your production process, ALS Testing Services (Thailand) Co., Ltd. offers services with an ISO/IEC 17025 certified laboratory.
Read moreOctober 21, 2024
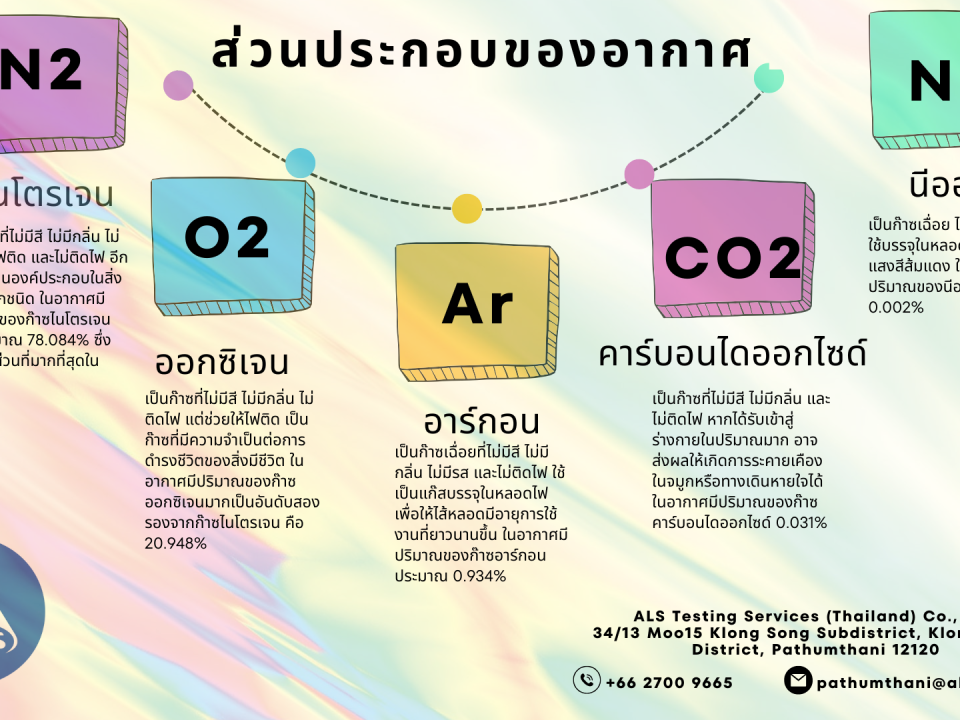

June 20, 2024
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}