
Article
- โชว์สินค้าทั้งหมด
- No categories
May 13, 2026
Corrosion Testing & Salt Spray Test: How Strong Is Your Material Against the Elements?
When Rust Is More Than Just Ugly — It’s a Safety Risk
Every material degrades over time. But in industries where structural integrity is non-negotiable — construction, transportation, energy, aerospace, and marine — corrosion isn’t just a cosmetic issue. It’s a safety and business liability.
Corrosion testing gives manufacturers, engineers, and quality managers the data they need to answer a critical question before it becomes a costly problem: How long will this material last — and what will make it fail?
What Is Corrosion Testing?
Corrosion occurs when materials — particularly metals — react chemically with their environment. Water, oxygen, exhaust gases, acids, and alkalis are all common culprits. Corrosion testing is the systematic process of evaluating how well a material resists these reactions under controlled conditions.
The Four Goals of Corrosion Testing
Table
Objective
Why It Matters
⏳ Predict service life
Know how long a material will perform before it degrades
Select the right material
Match materials to specific environmental conditions — humidity, acidity, temperature
Improve production processes
Refine surface coatings or switch to more durable material options
️ Enhance safety
Prevent degradation that could lead to structural failure or hazardous conditions
The Gold Standard: Salt Spray Testing
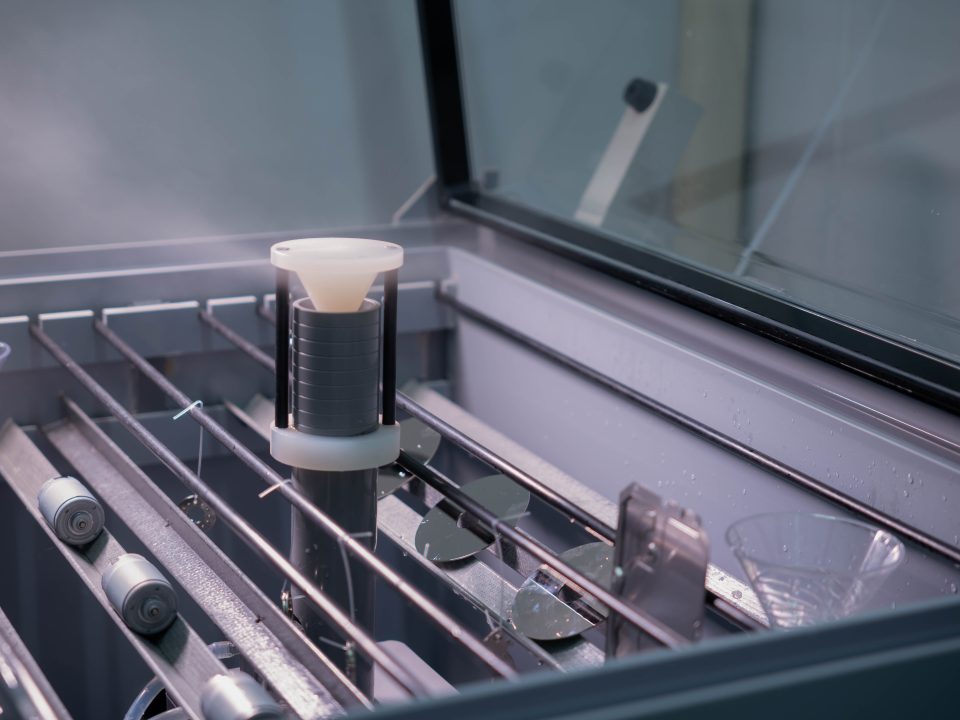
Among all corrosion tests, the Salt Spray Test — also known as the Salt Fog Test — is one of the most widely used and internationally recognized methods for evaluating corrosion resistance.
By recreating a salt-laden, high-humidity atmosphere inside a controlled test chamber, the Salt Spray Test simulates the kind of corrosive environment that materials face in coastal regions, marine applications, and harsh outdoor settings — in a matter of hours or days, rather than months or years.
It’s the go-to test for industries including automotive manufacturing, aerospace, marine engineering, and construction — anywhere that materials must stand up to salt exposure over time.
How Does the Salt Spray Test Work?
The test follows a clear, standardized process designed to deliver consistent, reproducible results:
Step-by-Step Process
Step 1: Sample Preparation Test specimens are thoroughly cleaned and prepared to remove any surface contaminants that could interfere with accuracy. A clean baseline is essential for meaningful results.
⚙️ Step 2: Chamber Setup The test chamber is calibrated to precise environmental conditions as specified by the relevant standard — typically 35°C with controlled humidity — creating a uniform corrosive atmosphere for every test.
Step 3: Salt Fog Exposure A sodium chloride (NaCl) solution is atomized into a continuous fine mist within the sealed chamber. Specimens are exposed to this salt fog for a defined period — commonly 48, 96, or 240+ hours — depending on the standard and application requirements.
Step 4: Inspection and Evaluation Once the test period ends, each specimen is carefully examined for signs of corrosion damage, including:
Rust formation
Surface discoloration
Blistering or swelling
Cracking or delamination of coatings
International Standards: Testing You Can Trust Globally
Salt Spray Testing is governed by internationally recognized standards that ensure results are accurate, comparable, and credible across borders:
Table
Standard
Scope
Primary Industries
ASTM B117
The most widely adopted Salt Spray standard worldwide
Automotive, metal components
ISO 9227
International standard for salt corrosion testing
Construction materials, industrial equipment
JIS Z 2371
Japanese standard for Salt Spray testing
Machinery, industrial devices
Testing to these standards means your results are recognized by international buyers, regulatory bodies, and certification authorities — a critical advantage in export markets.
Reading the Results: What Does Your Material’s Performance Tell You?
Salt Spray Test outcomes provide clear, actionable insights into a material’s corrosion resistance:
Rust Formation
The appearance of rust is a direct indicator that the material’s protective barrier has been compromised. The earlier rust appears, the weaker the corrosion resistance.
Surface Discoloration
A material with strong corrosion resistance maintains its original color and appearance. Discoloration signals chemical breakdown at the surface.
Blistering or Cracking
Coating failure often appears as bubbling, peeling, or cracking — indicating that the protective layer has lost adhesion and can no longer shield the base material.
Where Salt Spray Testing Makes a Difference: Industry Applications
Automotive
Steel frames, alloy components, and exterior body parts are routinely tested to ensure they can withstand road salt, rain, and coastal driving conditions over the vehicle’s lifespan.
✈️ Aerospace
Aircraft components are exposed to high-altitude humidity and condensation. Salt Spray testing validates that critical parts maintain structural integrity in these demanding environments.
⚓ Marine
For vessels, offshore structures, and port infrastructure, resistance to saltwater corrosion isn’t optional — it’s essential. Salt Spray testing confirms that marine-grade materials live up to their name.
️ Construction
Structural fasteners, reinforcement materials, and cladding systems used in coastal or high-humidity environments must be rigorously tested before they’re trusted with long-term structural loads.
Maintaining Test Equipment: The Overlooked Key to Reliable Results
Even the best-designed test is only as good as the equipment running it. To ensure consistent, trustworthy results, Salt Spray test chambers require:
Regular cleaning — to prevent residue buildup that alters test conditions
Routine calibration — to verify that temperature, humidity, and spray concentration remain within specification
Periodic chamber inspection — to confirm structural integrity and seal performance
Skipping maintenance doesn’t just affect results — it can compromise the credibility of your entire testing program.
Summary: Why Salt Spray Testing Belongs in Your Quality Process
The Salt Spray Test is one of the most practical and cost-effective tools available for evaluating corrosion resistance. It delivers fast, standardized, internationally recognized results that help manufacturers:
✅ Validate material and coating performance before production
✅ Meet international quality and export requirements
✅ Identify weaknesses early — before they reach your customers
✅ Build products that genuinely last in the real world
Whether you’re developing a new coating system, qualifying a supplier’s materials, or troubleshooting a corrosion complaint from the field, Salt Spray testing gives you the answers you need — backed by science and international standards.
ALS Testing Services (Thailand) Co., Ltd. — Your Partner in Corrosion Testing
ALS Testing Services (Thailand) Co., Ltd. provides comprehensive chemical analysis and material testing services, powered by advanced technology and a team of experienced analytical specialists.
We offer Salt Spray Testing in full compliance with ASTM B117, ISO 9227, and JIS Z 2371, conducted within our ISO/IEC 17025 accredited laboratory — delivering results you can rely on and present with confidence to clients and regulators worldwide.
Tel: +(66) 2700 9665 Email: pathumthani@alsglobal.com
Ready to put your materials to the test? Contact us today and let our experts guide you toward the right testing solution for your product and industry.
Read moreMay 13, 2026
Why Getting to the Root of the Problem Changes Everything
What separates good manufacturers from great ones? It’s not just the ability to build products — it’s the ability to understand why they fail, and prevent it from happening again.
Failure analysis and reliability testing sit at the heart of modern quality engineering. Organizations that invest in these processes consistently achieve lower costs, higher customer satisfaction, and stronger market reputations. The numbers back this up: studies show that 73% of production defects can be prevented when the right failure prevention methods are in place.
Let’s break down exactly what these processes involve — and why they matter to your business.
Part 1: Failure Analysis — Finding the Real Cause, Not Just the Symptom
What Is Failure Analysis?
Failure analysis is the systematic process of tracing a problem back to its true origin — whether in the manufacturing process, the machinery, or the material itself. Think of it as forensic science for your production line.
The goal isn’t just to fix what went wrong. It’s to understand why it went wrong — so it never happens again.
Why It Matters
✅ Identifies the root cause of production problems, not just surface symptoms
Leads to targeted, effective corrective actions
⏱️ Reduces wasted time and resources in future production cycles
Prevents costly product recalls before they ever occur
Does your business have a systematic failure analysis process in place? If not, you may be one production run away from an expensive recall.
ALS offers a range of specialized testing methods to help clients pinpoint the exact cause of damage or defects — whether related to contamination, material inconsistencies, or process-related issues.
Failure Analysis Services at ALS
Optical Microscope Examination The essential first step in any failure investigation. Optical microscopy reveals surface defects, cracks, chips, and structural anomalies that are invisible to the naked eye — providing a rapid, cost-effective overview before more advanced techniques are applied.
Scanning Electron Microscopy (SEM) When optical microscopy isn’t enough, SEM takes you deeper. With magnification capabilities far beyond conventional microscopes — and built-in EDX capability for precise elemental composition analysis — SEM is the go-to technique for detailed failure characterization. It answers not just what failed, but what the material is made of at the point of failure.
Foreign Material Identification Contamination is one of the leading causes of product failures across industries. This service identifies and characterizes unwanted foreign substances in products — critical for food, pharmaceutical, and electronics manufacturing, where even trace contamination can have serious consequences.
Micro-metrological Measurements Precision dimensional analysis at the microscale, including:
Step height measurement
Surface flatness measurement
Surface roughness measurement
These measurements detect dimensional deviations at the micrometer level — catching issues that would otherwise go unnoticed until a product fails in the field.
FT-IR Microscopy Analysis Ideal for identifying organic compounds and polymer materials, FT-IR microscopy can accurately characterize materials and contaminants at the microscopic level. It’s an essential tool for the plastics and polymer industries, and widely used in international reliability testing standards.
Cross-sectional Analysis Sometimes you need to look inside. Cross-sectional analysis reveals the internal structure of a material or component — making it invaluable for evaluating coating integrity, layer adhesion, and interface quality between dissimilar materials. The insights gained directly inform process improvements and defect prevention strategies.
Part 2: Reliability Testing — Proving Your Product Will Go the Distance
What Is Reliability Testing?
A product might look perfect coming off the production line. But will it still perform six months later, in a humid warehouse in Southeast Asia, or under the hood of a car in the middle of a desert summer?
Reliability testing answers that question — before your customers do.
It’s the process of evaluating whether a product or material will function correctly throughout its expected service life, under realistic operating conditions. By simulating environmental stresses in a controlled laboratory setting, reliability testing compresses years of real-world wear into days or weeks of accelerated testing.
The Business Case for Reliability Testing
Table
Benefit
Impact
️ Validated product quality and safety
Confidence before market launch
Reduced product recalls
Studies show reliability testing can cut recall rates by up to 60%
Stronger customer trust
Fewer complaints, higher loyalty
International market access
Products certified to global standards open new doors
Long-term brand reputation
Consistent quality becomes your competitive advantage
⚗️ Reliability Testing Methods
Temperature-Humidity Cycling Simulates the natural cycles of temperature and humidity that products encounter in real-world environments. This test is particularly effective at detecting material fatigue caused by repeated expansion and contraction — a common hidden cause of premature failure in electronics and structural components.
Thermal Shock Testing What happens when a product goes from freezing cold to intense heat in seconds? Thermal shock testing finds out. By exposing products to sudden, extreme temperature changes, this test reveals whether materials and joints can withstand the thermal stresses of demanding operating environments.
Chemical Compatibility Studies Not all materials play well with the chemicals around them. This testing evaluates how materials respond to chemical exposure over time — identifying degradation, swelling, or structural breakdown before it causes field failures. For industries ranging from automotive to pharmaceuticals, chemical compatibility is a non-negotiable checkpoint.
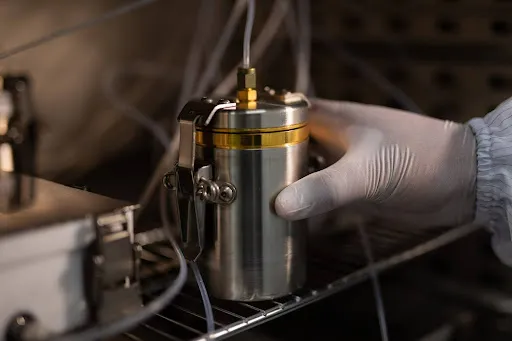
Salt Spray Chamber Testing A controlled simulation of salt-laden environments — essential for metal components used in marine, coastal, or high-humidity settings. Salt spray testing predicts corrosion resistance and helps engineers accurately estimate product lifespan under corrosive conditions.
Xenon Arc Testing (UV Weathering) Sunlight is one of the most damaging forces that outdoor products face. Xenon arc testing replicates the full spectrum of solar radiation to evaluate how materials — paints, plastics, coatings — degrade under prolonged UV exposure. Leading manufacturers use this in parallel with broader risk assessments to validate outdoor durability.
Reliability Testing by Industry: Which Tests Matter Most?
Table
Testing Method
Electronics
Automotive
Food & Pharma
Construction
Temperature-Humidity Cycling
●●●●
●●●
●●
●●
Thermal Shock
●●●●
●●●●
●
●●●
Chemical Compatibility
●●
●●●
●●●●
●●●●
Salt Spray Test
●●
●●●●
●
●●●●
Xenon Arc (UV) Test
●●
●●●
●●
●●●●
● = Relevance level (more dots = higher importance for that industry)
The Bottom Line: Failure Analysis + Reliability Testing = Competitive Advantage
In a market where quality expectations are rising and the cost of failures is higher than ever, failure analysis and reliability testing are no longer optional — they’re essential.
Together, these two disciplines give manufacturers a complete quality assurance framework:
Failure analysis tells you what went wrong and why — enabling precise, permanent fixes
Reliability testing confirms your product will perform as promised — under every condition your customer will encounter
Organizations that embrace both consistently outperform those that don’t — with lower defect rates, fewer recalls, stronger customer relationships, and a brand reputation built on genuine, proven quality.
Ready to strengthen your products with professional failure analysis and reliability testing? Contact our specialists today for a consultation tailored to your specific industry and product needs — and take the first step toward quality that your customers can count on.
Read moreMay 13, 2026

Why Failure Analysis and Reliability Begin with Understanding Your Materials
In manufacturing and engineering, using the wrong material — or not fully understanding the one you’re using — can be catastrophic. Material testing is how industry professionals eliminate that uncertainty. It ensures that every component, structure, and product performs exactly as intended, under real-world conditions.
In today’s industrial landscape, effective material testing doesn’t just improve product quality — it reduces production risks, enhances safety, and prevents costly failures before they happen.
What Is Material Testing?
At its core, material testing is a systematic process for examining and evaluating the properties of a material — how it behaves, what it can withstand, and where its limits lie. These properties fall into three key categories:
⚙️ 1. Mechanical Properties
How does the material respond when force is applied? This covers strength, flexibility, toughness, and resistance to repeated stress — the properties that determine whether a material holds up or breaks down under load.
2. Chemical Properties
How does the material interact with its environment? This includes its composition, reactivity, corrosion resistance, and behavior when exposed to chemicals — critical for products used in harsh or chemically active environments.
3. Physical Properties
What are the material’s inherent physical characteristics? Density, thermal conductivity, and electrical conductivity all fall here — properties that define how a material fits into its intended application.
Together, these three dimensions give engineers and manufacturers a complete picture of a material’s capabilities — and its vulnerabilities — before anything goes into production.
Two Fundamental Approaches to Testing
1. Destructive Testing (DT)
As the name suggests, this approach involves permanently altering or breaking the test specimen to extract precise data about its mechanical properties. It’s the go-to method when you need hard numbers and real-world simulations.
Common Destructive Tests:
Table
Test
What It Measures
Tensile Test
Strength and elasticity under pulling force
Impact Test
Toughness and resistance to sudden shock
Hardness Test
Resistance to surface deformation under pressure
Fatigue Test
Service life under repeated cyclic loading
Why it’s valuable:
Delivers accurate, quantitative data on mechanical behavior
Closely simulates real operating conditions
Backed by internationally recognized standards such as ASTM and ISO
️ 2. Non-Destructive Testing (NDT)
NDT examines materials and components without causing any damage — meaning the tested part can go straight back into service. It’s the preferred choice for quality control, in-service inspection, and detecting hidden defects.
Common Non-Destructive Tests:
Table
Test
What It Detects
Ultrasonic Testing
Internal cracks, voids, and inclusions
Radiographic Testing (X-ray)
Internal structural defects and anomalies
Liquid Penetrant Testing
Surface-breaking cracks and discontinuities
Magnetic Particle Testing
Surface and near-surface defects in ferrous materials
Why it’s valuable:
Zero damage to the component — ready to use immediately after testing
Cost-effective over the long term — no material wastage
Can be applied to structures and machinery already in service, such as bridges, pipelines, and industrial equipment
Chemical Analysis: Looking Deeper into Material Composition
Understanding a material’s physical behavior is only part of the story. Chemical analysis reveals what a material is made of and how it will react in its environment. This is especially critical in industries like hard disk manufacturing and automotive production, where contamination or compositional inconsistencies can cause serious failures.
Key Chemical Analysis Instruments
GC-MS (Gas Chromatography–Mass Spectrometry) The gold standard for detecting organic compounds and contaminants. GC-MS separates and identifies volatile substances with extraordinary precision — down to the parts per million (ppm) or even parts per billion (ppb) level. Ideal for detecting trace impurities in materials.
HPLC (High Performance Liquid Chromatography) Designed for analyzing complex liquid mixtures, particularly compounds that are non-volatile or heat-sensitive. Used to quantify surface coatings, additives, and residual substances in a wide range of materials.
IC (Ion Chromatography) A specialized technique for detecting and measuring ions in solution — particularly those responsible for corrosion. Critical for materials used in humid environments or those in contact with liquid media.
Specialized Chemical Property Testing
Chemical Resistance Testing
Studies how materials degrade when exposed to real-world chemicals
Measures changes in weight, shape, and mechanical properties after chemical exposure
Predicts service life in chemically aggressive environments
Corrosion Testing
Determines corrosion rates of metals across different environments
Investigates corrosion mechanisms and contributing factors
Evaluates the effectiveness of anti-corrosion coatings and treatments
Migration Testing
Checks whether materials release substances into food, packaging, or medical devices
Assesses safety compliance with health and regulatory requirements
Measures the quantity of released substances under simulated use conditions
The Real Business Case for Material Testing
Investing in material testing isn’t just about compliance — it’s about protecting your business at every level:
Table
Benefit
What It Means in Practice
✅ Quality Assurance
Confirms materials meet required specifications before production
Product Development
Provides the data needed to design better, smarter products
Failure Prevention
Identifies weaknesses before they become costly problems
Cost Reduction
Prevents expensive recalls, rework, and liability claims
Regulatory Compliance
Meets legal and industry requirements across sectors
Frequently Asked Questions
Q: How long does material testing take? It depends on the type of test. Basic tests can be completed in a few hours, while complex evaluations — such as fatigue testing — may take several days or even weeks. A good laboratory will give you a clear timeline upfront.
Q: How do I know which testing method is right for my material? The right method depends on your objective, the type of material, and the properties you need to evaluate. Consulting with an experienced testing specialist ensures you choose the most efficient and accurate approach for your needs.
Q: Is material testing necessary for small businesses? Absolutely. Quality failures don’t discriminate by company size. The cost of a product recall, customer complaint, or safety incident will always far exceed the cost of testing. For small businesses especially, one quality failure can be devastating — making proactive testing a smart investment, not an optional extra.
The Bottom Line
Material testing is one of the most powerful tools available to manufacturers and engineers. Whether you’re validating a new material, troubleshooting a production issue, or ensuring compliance with international standards, systematic testing gives you the knowledge to make confident decisions.
The choice between destructive and non-destructive testing, mechanical and chemical analysis, isn’t an either/or — it’s a toolkit. The best results come from selecting the right combination for your specific application.
Investing in quality material testing doesn’t just protect your products — it protects your brand, your customers, and your bottom line.
For organizations that want true confidence in their products, partnering with an ISO/IEC 17025 accredited laboratory ensures that every test is conducted with the precision, reliability, and scientific rigor your industry demands.
Ready to put your materials to the test? Work with certified experts who can guide you from sample preparation to actionable results — and help you build products that genuinely last.
Read moreMay 13, 2026

Salt Spray Test: The Quality Check Your Metal Products Can’t Afford to Skip
What Is a Salt Spray Test?
Picture this: instead of waiting years to find out whether your metal product will rust in the real world, you get a reliable answer in a matter of hours. That’s the power of the Salt Spray Test.
This internationally recognized standard method evaluates how well metals and surface coatings resist corrosion — and it’s a non-negotiable quality checkpoint for products like fasteners, automotive components, and structural engineering materials. By recreating a highly concentrated salt fog environment inside a controlled test chamber, the test artificially accelerates the corrosion process — delivering in hours what nature would take months or years to produce.
The result? A clear, data-backed prediction of how your product will hold up in the real world.
Why Metal Products Need This Test
Every metal — regardless of how well it’s manufactured — is vulnerable to rust and degradation when exposed to moisture and corrosive agents. This is especially relevant in Thailand, where a hot, humid climate and extensive coastal regions mean that salt-laden air is a daily reality for many products.
And rust isn’t just a cosmetic problem. Corrosion attacks the core mechanical properties that make metal products reliable:
️ Structural strength
Tensile resistance
️ Impact durability
⏳ Overall service life
That’s why global standards bodies — ISO, ASTM, and JIS — have established strict Salt Spray Test requirements. Failing to meet these benchmarks doesn’t just mean a lower-quality product. It means market rejection, failed certifications, and significant financial consequences.
How the Test Works: A Step-by-Step Breakdown
The Salt Spray Test follows a precise, systematic process designed to ensure consistent and reliable results:
Step 1: Sample Preparation
Metal specimens are thoroughly cleaned per ISO 8407 to remove any contaminants that could skew results. They’re then carefully positioned inside the Salt Spray Chamber at the correct angle for uniform exposure.
⚙️ Step 2: Controlled Test Conditions
The chamber maintains tightly regulated parameters throughout the test:
NaCl concentration: 5% ± 0.5%
Temperature: 35°C ± 2°C
pH level: 6.5 – 7.2
These conditions create a standardized corrosive environment that is repeatable and comparable across laboratories worldwide.
⏱️ Step 3: Test Duration by Standard
Test duration depends on the product’s intended application and the applicable international standard:
Table
Duration
Standard
Application
48 hours
ISO 9227
General consumer products
96 hours
ASTM B117
Industrial-grade components
240+ hours
JIS Z 2371
Harsh environment, high-durability products
Step 4: Evaluation and Analysis
Once the test concludes, every specimen is assessed against strict criteria:
Rust coverage — must not exceed the allowable threshold
Coating adhesion — no peeling, blistering, or delamination permitted
Remaining coating thickness — must not fall below the minimum requirement
Post-test mechanical properties — strength and durability must be retained
What Happens When Products Fail the Test?
In today’s export-driven manufacturing landscape, failing a Salt Spray Test carries consequences that go far beyond a rejected sample:
❌ Lost Certifications
Products that fail cannot obtain international quality certification — locking them out of markets with strict quality requirements.
Entire Shipments Rejected
Real-world cases from metal parts exporters show that non-compliant products can lead to full-batch rejections — with manufacturers bearing the cost of return shipping on top of lost revenue.
Long-Term Reputation Damage
A track record of delivering below-standard products erodes client trust — and trust, once lost, is difficult to rebuild. Future business opportunities quietly disappear.
Expensive Rework and Delays
Reworking rejected products means additional raw material costs, extra production time, and delayed delivery schedules — a compounding financial drain that hits your bottom line hard.
Choosing the Right Testing Partner
Not all test results are created equal. The credibility of your Salt Spray Test depends heavily on the laboratory conducting it. Here’s what to look for — and why ALS Testing delivers on every count:
Why ALS Testing?
ALS Testing is an ISO/IEC 17025 accredited laboratory — the international gold standard for testing and calibration facilities. Our Salt Spray testing services are purpose-built for the metals industry, offering:
Table
What We Offer
What It Means for You
High-precision instruments
Regularly calibrated equipment ensures consistent, reliable results every time
20+ years of expertise
Scientists and engineers with deep, hands-on knowledge of metals and corrosion
Internationally recognized reports
Test certificates accepted by global buyers, auditors, and regulatory bodies
Technical consultation
Expert guidance on how to improve your product based on test findings
The Bottom Line
The Salt Spray Test isn’t just a bureaucratic checkbox — it’s a strategic safeguard for your product quality, your export credentials, and your business reputation.
In a competitive global market, partnering with an accredited, trusted laboratory like ALS Testing gives you the confidence that your products are built to last — and the certified proof to back it up.
Don’t wait for the market to find your product’s weaknesses. Find them first.
Contact ALS Testing today to schedule your Salt Spray Test and take the next step toward internationally certified quality.
Read moreMay 13, 2026

SEM-EDX: The Microscopic Eye That Reveals What Your Materials Are Really Made Of
In engineering, research, and industrial quality control, knowing exactly what your materials are made of isn’t just useful — it’s essential. That’s where SEM-EDX (Scanning Electron Microscopy with Energy Dispersive X-ray Spectroscopy) comes in. This internationally recognized technique gives scientists and engineers an unprecedented look at material composition at the microscopic level, making it one of the most powerful analytical tools available today.
What Exactly Is SEM-EDX?
SEM-EDX combines two complementary technologies into one powerful system:
SEM — Scanning Electron Microscope
Imagine being able to zoom into a material’s surface up to 500,000 times its actual size, with nanometer-level resolution. That’s what SEM does. Instead of light, it uses a focused beam of electrons to generate incredibly detailed images of a material’s surface and internal structure — all in compliance with ISO/TS 24597.
⚡ EDX — Energy Dispersive X-ray Spectroscopy
While SEM shows you what something looks like, EDX tells you what it’s made of. When the electron beam strikes a material, it triggers the emission of X-rays with energy levels unique to each element. By measuring these X-rays, EDX can identify which elements are present and in what quantities — down to a detection limit of approximately 0.1–1% by weight.
Together, these two technologies give you a complete picture: both the physical structure and the chemical composition of a material, simultaneously, in the same location.
How Does It Actually Work?
The science behind SEM-EDX is sophisticated, but the process follows a clear and logical sequence:
Step 1: Sample Preparation
Samples are prepared according to ASTM E1508 standards — typically involving surface polishing, solvent cleaning, and in some cases, coating with a conductive material like gold or carbon to prevent charge buildup on non-conductive samples.
Step 2: SEM Imaging
When the electron beam hits the sample surface, it produces two types of signals:
Secondary electrons → reveal surface topography
Backscattered electrons → highlight compositional contrast
These signals are captured and reconstructed into high-resolution images that show the material’s microstructure in remarkable detail.
Step 3: EDX Elemental Analysis
High-energy electrons knock inner-shell electrons out of atoms, creating vacancies. When outer-shell electrons drop down to fill these gaps, they release X-rays — and crucially, each element releases X-rays at a characteristic energy level. This is essentially the element’s fingerprint.
Step 4: Identification and Quantification
The EDX detector captures these X-ray signals and compares them against reference databases using algorithms based on ISO 22309 and ASTM E1508 standards to identify elements and calculate their relative concentrations.
Typical accuracy:
Major elements: ±1–2%
Trace elements: ±5–10%
Why SEM-EDX Stands Out
Feature
What It Means for You
Micro-level precision
Analyze composition in areas as small as a few micrometers — ideal for examining grain boundaries, inclusions, or localized defects
️ Non-destructive analysis
The core sample structure remains intact, allowing follow-up testing with other techniques
Integrated analysis
Physical and chemical data are captured together, making correlations faster and more reliable
⏱️ Fast turnaround
Preliminary results in minutes; full analysis within 1–2 hours
Versatility
Works on metals, polymers, ceramics, composites, and semiconductors
What Are the Limitations?
No tool is perfect. Here’s what to keep in mind when using SEM-EDX:
Light element detection — EDX struggles with elements lighter than sodium (atomic number < 11). Hydrogen, helium, and lithium cannot be detected at all.
Quantitative precision — While highly capable, SEM-EDX may be less precise than dedicated techniques like XRF or ICP-MS for strict quantitative work.
Sample preparation requirements — Samples must have clean, smooth surfaces, which can occasionally be time-consuming and may alter the sample slightly.
Cost — SEM-EDX instruments are expensive to purchase and maintain, and require trained specialists to operate — making per-analysis costs higher than simpler methods.
Real-World Applications Across Industries
Metals & Materials
Case study: SEM-EDX identified sulfide segregation at crack boundaries in a failed oil pipeline — directly pinpointing the root cause of the failure (Journal of Failure Analysis and Prevention, Vol. 18, 2018)
Alloy composition verification per ASTM E1508
Phase segregation and elemental distribution analysis
Coating interface contamination detection
Electronics
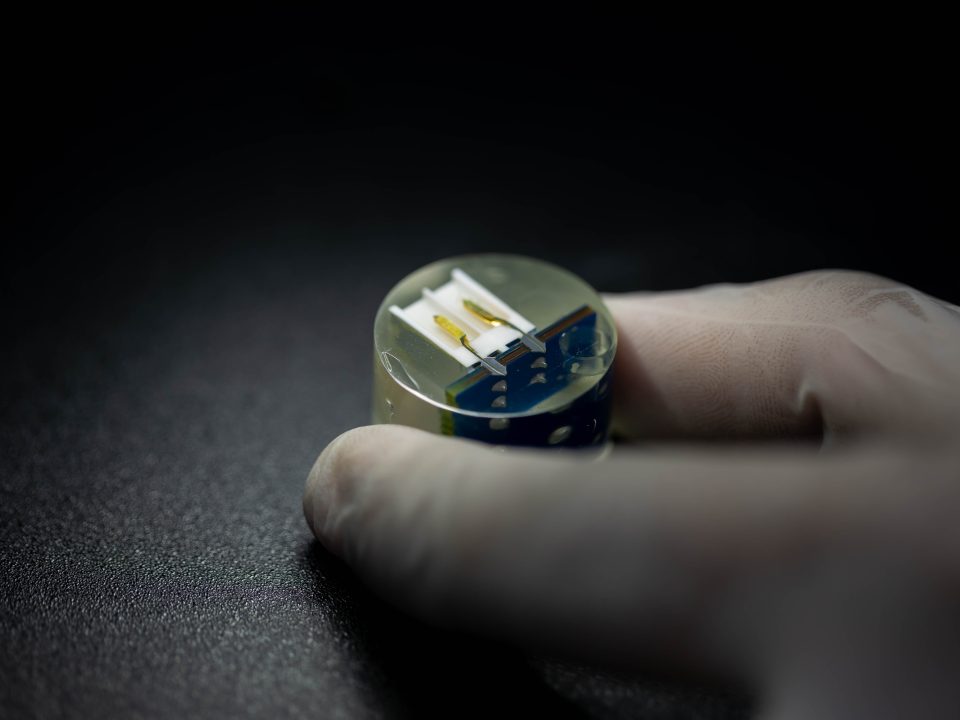
Case study: SEM-EDX revealed silicon contamination in gold bonding layers as the cause of MEMS sensor failure (IEEE Transactions on Device and Materials Reliability, Vol. 20, 2020)
PCB and component defect analysis
Solder joint quality inspection
Semiconductor material characterization per IEC 61249
Automotive & Aerospace
Failure analysis of structural components
Weld quality and dissimilar material joint inspection
Wear and corrosion analysis per SAE J1757
R&D and Advanced Materials
Nanostructure characterization
Particle distribution analysis in composite materials
Thin-film uniformity inspection for electronics and solar cells
How to Choose the Right SEM-EDX Service Provider
Getting accurate, actionable results depends not just on the equipment — but on the expertise behind it. When selecting a laboratory, look for:
✅ ISO/IEC 17025 accreditation — The international gold standard for testing and calibration laboratories
✅ Modern, well-maintained instruments — Precision analysis requires instruments that are regularly calibrated and updated
✅ Experienced scientists and engineers — Skilled interpretation of SEM-EDX data is as important as the data itself
✅ Comprehensive reporting — Reports should include SEM images, EDX spectra, quantitative analysis, and expert interpretation — not just raw numbers
Why ALS?
ALS Testing is an ISO/IEC 17025 accredited laboratory with over 40 years of experience in materials analysis. We serve research institutions, universities, and industrial clients across a wide range of sectors — delivering:
High-precision SEM-EDX analysis using state-of-the-art instruments
Expert consultation and technical guidance
Actionable insights to help you solve problems and improve product quality
Whether you’re investigating a product failure, developing a new material, or verifying a supplier’s specifications, ALS Testing gives you the analytical depth and scientific expertise to make confident, informed decisions.
The Bottom Line
SEM-EDX is one of the most powerful tools available for understanding what materials are made of and why they behave the way they do. By combining high-resolution imaging with precise elemental analysis in a single workflow, it delivers insights that are simply not possible with conventional testing methods.
Choosing an accredited, experienced laboratory partner ensures that those insights are accurate, reliable, and truly useful — whether for quality control, failure investigation, or cutting-edge research.
Contact ALS Testing Services (Thailand) Co., Ltd. today to learn how SEM-EDX analysis can help you build better products with greater confidence.
Read moreMay 7, 2026

In today’s competitive manufacturing landscape, material testing is far more than a routine procedure — it’s a strategic investment that reflects a company’s commitment to quality, safety, and reliability. For many businesses, it’s also an unexpected key to unlocking global market opportunities.
By identifying substandard materials early and establishing credible quality benchmarks, material testing builds the trust that customers and trade partners demand. ALS Testing, part of the ALS Global network operating in over 70 countries including Thailand, brings world-class testing capabilities directly to Thai businesses.
5 Areas of Material Testing Expertise at ALS Testing
1. Metals & Coatings
Corrosion resistance testing: Salt Spray Test, CASS (accelerated corrosion simulation using specialized chemical agents)
Mechanical property testing: hardness, tensile, compression, and impact
Microstructural analysis: SEM/EDX, XRD, XRF for crystal structure and elemental composition
2. Plastics, Polymers & Chemical Materials
Organic compound identification using FT-IR spectroscopy
Xenon Arc Testing for UV-induced plastic degradation
Migration testing — detecting chemicals released from packaging or pharmaceutical/food-contact materials
3. Electronics & Semiconductors
Failure analysis of PCBs, PCBAs, and electronic components (cross-section analysis, failure investigation)
Component cleanliness and particle testing: LPC, VDA 19 / ISO 16232
Trace element and foreign substance detection: SEM/EDX, GC-MS, HPLC, IC
️ 4. Construction Materials & Environmental Samples
Contaminant analysis in construction materials: cement, ceramics, pesticides, and heavy metals
Waste material and soil testing to international standards
️ 5. Cosmetics, Food & Pharmaceuticals
Testing for allergens, contaminants, and microbial contamination
Sterility testing for pharmaceuticals, microbial limits for cosmetics, and pathogen detection in food products
Advanced Testing Instruments at ALS Testing
SEM/EDX — Microstructural & Elemental Analysis
Scanning Electron Microscopy combined with Energy-Dispersive X-ray Analysis provides high-resolution imaging of material surfaces, revealing cracks, defects, and foreign particles — along with precise elemental identification. Ideal for failure analysis and quality control of high-precision parts like electronics and plated metals.
FT-IR / HPLC / GC-MS / IC — Organic & Inorganic Chemical Analysis
These instruments form the backbone of chemical testing — identifying compounds in materials ranging from coatings, plastics, fragrances, and volatile substances to heavy metals, mineral salts, and ionic species. Used across food, cosmetics, pharmaceutical, electronics, and environmental testing.
XRD / XRF — Crystal Structure & Coating Analysis
Using X-ray technology, XRD identifies crystal phases in materials like minerals, ceramics, and metal coatings — including internal stress and crystal size analysis. XRF rapidly measures elemental composition without damaging the sample. Both are essential for material verification and quality assurance.
⚙️ Mechanical Testing
A comprehensive suite of tests evaluating the physical performance of materials:
Table
Test
Purpose
Tensile Test
Measures resistance to pulling forces and material elasticity
Hardness Test
Assesses resistance to scratching and wear
Impact Test
Evaluates energy absorption under sudden force without fracturing
Compression Test
Measures resistance to crushing and compressive loads
Additionally, environmental simulation tests assess material stability under repeated temperature and humidity cycling — predicting long-term performance in real-world conditions.
️ Environmental Stress Tests
Real-world conditions simulated in the lab:
Salt Spray Test — Simulates coastal corrosion from salt-laden air
Thermal Shock Test — Rapid temperature cycling to assess crack and deformation resistance
UV / Xenon Arc Exposure — Simulates sunlight and outdoor weathering degradation
5 Reasons Material Testing Is Essential for Global Business Growth
1. ✅ Quality Verification
Testing confirms that production materials meet defined specifications. Plastics must have the right tensile strength and flexibility. Metals must withstand loads without becoming brittle or fracturing. Technical testing at this level is the frontline defense against production failures and field defects.
2. ️ Safety Assessment
Before any product reaches the market, material testing evaluates real-world safety risks — from battery components that could overheat and ignite, to wire insulation that must handle current without melting, to medical device components that must withstand mechanical stress without failure. Every test is a layer of protection for the end user.
3. International Certification & Compliance
Exporting to global markets means meeting stringent quality, safety, and environmental regulations. Material testing validates compliance with international standards including ISO, ASTM, RoHS, and REACH — ensuring your products legally qualify for sale in target markets and strengthening brand credibility with international buyers.
4. Failure Analysis & Recall Prevention
When damage occurs — whether on the production line or after market launch — systematic failure analysis identifies the true root cause: material defects, design flaws, or external factors. Acting on these findings prevents recurrence, reduces costly product recalls, and protects long-term brand reputation.
5. Environmental & Health Compliance (ESG)
Material testing plays a vital role in detecting hazardous substances — such as lead, cadmium, and volatile organic compounds (VOCs) — that can accumulate in the body and cause long-term health damage. Rigorous testing from the production stage reduces consumer health risks and aligns your business with the ESG framework (Environmental, Social, Governance), which is increasingly expected by global investors, regulators, and customers alike.
Take Your Products to the World with ALS Testing
Material testing is the key that unlocks quality confidence, regulatory compliance, and global market access. With world-class technology, internationally accredited laboratories, and deep industry expertise across more than 70 countries, ALS Testing is the trusted partner Thai businesses need to:
Reduce production and quality risks
Meet international regulatory requirements
Build confidence with global customers and trade partners
Expand into international markets with certainty
Choose ALS Testing as your quality partner — and take your business to the global stage with confidence and sustainability.
Read moreMay 7, 2026
In the manufacturing world, surface quality can make or break a product. Salt Spray Testing — also known as Salt Fog Testing — is one of the most widely used methods for evaluating a product’s resistance to corrosion. From metal components and steel parts to automotive hardware, electronics, and medical devices, this test simulates harsh real-world conditions inside a controlled chamber by continuously spraying a sodium chloride (NaCl) solution as a fine mist onto test samples.
The result? A clear, reliable picture of how long your product can withstand corrosive environments — before it ever leaves the factory.
Which Industries Need Salt Spray Testing?
Salt Spray Testing is versatile enough to serve a wide range of manufacturing sectors:
1. Automotive Industry
Car frames, bumpers, bolts, and screws must be evaluated for long-term durability in high-pollution, high-salt environments. Salt Spray Testing helps confirm that these components can handle real-world conditions throughout their intended service life.
️ 2. Construction Industry
Structural metal components used in buildings and bridges need to demonstrate both strength and corrosion resistance. Salt Spray Testing validates the safety and longevity of these critical materials.
⚡ 3. Electrical & Electronics Industry
Electrical and electronic components installed outdoors or in fluctuating weather conditions are constantly exposed to corrosion risk. Testing ensures they can withstand the elements without performance degradation.
⚓ 4. Marine Industry
Ship components and marine engines operate in one of the most corrosive environments on Earth. Salt Spray Testing closely simulates actual sea conditions, making it the ideal quality check for marine-grade materials.
️ 5. Metal Coating Industry
For coatings such as zinc, chromium, and paint finishes, the test verifies how effectively the coating prevents corrosion — revealing any weaknesses in the protective layer.
6. Outdoor Furniture & Equipment
Products like iron fences, ornamental gates, garden tables, and outdoor chairs face constant exposure to moisture and salt in the air. Salt Spray Testing helps prevent premature rusting and structural failure that can quickly damage a brand’s reputation.
3 Key Benefits of Salt Spray Testing
1. Catch Problems Before Delivery
Salt Spray Testing acts as a final quality checkpoint — revealing corrosion weaknesses before products reach the customer. If a product corrodes faster than expected, the engineering team can use that data to improve coating formulas, material selection, or packaging — preventing field failures in automotive parts, electrical equipment, and industrial tools.
2. Drive Continuous Product Improvement
The data generated by Salt Spray Testing provides actionable insights for ongoing product development — refining coating formulas, switching to more durable materials, or redesigning manufacturing processes — resulting in products with a longer service life that perform reliably in real customer environments.
3. Strengthen Brand Credibility
In today’s competitive market, customers and partners make decisions based on trust and verified quality. Test results from an internationally accredited laboratory demonstrate your commitment to excellence and give your brand a measurable, credible quality advantage.
How ALS Testing Delivers Salt Spray Results You Can Rely On
While some factories have basic in-house testing equipment, only a professional, accredited laboratory can provide results that are internationally recognized, referenceable for export, and accepted by global partners.
Here’s what makes ALS Testing’s approach stand out:
✅ ISO/IEC 17025 Accredited Laboratory
All Salt Spray Testing at ALS is conducted under full ISO/IEC 17025 accreditation, covering two key pillars:
Technical Competence — Tests are performed using calibrated instruments, by trained specialists, following standardized processes — ensuring every result is accurate, consistent, and traceable.
Quality Management System — Unlike general ISO 9001 certification, ISO/IEC 17025 is specifically designed for testing and calibration laboratories, ensuring every step of the workflow is systematic, transparent, and quality-controlled.
️ Strict Parameter Control with Calibrated Equipment
Every parameter in the Salt Spray process — concentration, temperature, spray rate, and duration — is rigorously controlled using calibrated instruments operated by experienced technicians. This ensures results that are scientifically defensible and reproducible.
Clear Reports with Expert Scientific Interpretation
Test reports include detailed records of observations, photographs, and environmental conditions at each testing interval. Results are analyzed and interpreted by qualified scientists, providing a direct pass/fail assessment against industry standards or customer-specific requirements.
Technical Consultation & Root Cause Solutions
When a product fails to meet the standard, our expert scientists don’t just report the result — they investigate the root cause. Whether it’s inadequate surface preparation, inconsistent coating application, or material-related vulnerabilities, we provide clear, actionable recommendations to resolve the issue.
Elevate Your Product Standards with ALS Testing
In an increasingly competitive manufacturing landscape, having internationally accredited, reliable test results is no longer optional — it’s essential for market access and customer confidence.
ALS Testing offers a complete, high-precision Salt Spray Testing service that helps you:
Detect problems before products are delivered
Reduce the risk of market failures and warranty claims
Use test findings to drive product improvement
Build stronger trust with customers and OEM partners
Choose ALS Testing for your Salt Spray needs — and take a confident step toward world-class product quality.
Read moreMay 7, 2026

In industries like automotive, electronics, and medical devices, cleanliness is not optional — it’s a fundamental requirement. Even microscopic dust particles can compromise product quality, trigger costly recalls, and damage your brand’s reputation. That’s why Dust Analysis (Particle Analysis) is a critical step that gives manufacturers the confidence their products meet both domestic and international standards.
ALS Testing Services (Thailand), a member of the ALS Global network with over 40 years of testing and quality inspection expertise, offers comprehensive, internationally accredited dust analysis services — helping businesses elevate product quality and reduce production risk.
What Is Dust Analysis?
Dust Analysis is the process of detecting, measuring, and classifying particulate contaminants found in components, finished products, or production environments. Using specialized tools and standards, it evaluates whether contamination levels affect:
✅ Product quality and performance
✅ Safety requirements
✅ International standards such as VDA 19 (Technical Cleanliness of Components) and ISO 16232:2018 (Cleanliness of Components in Automotive Manufacturing)
ALS Testing’s 3-Step Dust Analysis Service
Step 1: Validation of Extraction Parameters
Before analysis begins, we verify that the particle extraction method is appropriate for your specific component. This involves 6 repeated extractions, analyzed through a Particle Analyzer — ensuring accuracy and full compliance with VDA 19 / ISO 16232 criteria.
Step 2: Particle Analysis
Once extraction is validated, the extracted particles are classified into three main categories:
Table
Category
Examples
Metallic
Iron, aluminum, and copper shavings from wear and machining
Non-Metallic
Plastic, rubber, or environmental dust particles
Fiber
Threads from fabric, filters, or packaging materials
Results specify the quantity, size, and type of each particle — enabling manufacturers to assess whether their components meet cleanliness standards and to plan precise maintenance actions.
Step 3: Advanced Analysis
When deeper identification is needed, ALS Testing offers cutting-edge analytical technologies:
SEM/EDX (Scanning Electron Microscopy with Energy-Dispersive X-ray Analysis) — identifies the elemental composition of metallic particles
FTIR (Fourier Transform Infrared Spectroscopy) — identifies non-metallic particles such as plastics, rubber, and natural fibers
4 Business Benefits of Dust Analysis
1. ️ Reduce the Risk of Product Recalls
By detecting contamination before products reach customers, dust analysis helps you catch problems at the source — preventing costly recalls, economic losses, and damage to customer trust.
2. Compete Confidently in Global Markets
International markets — especially automotive, electronics, and medical — enforce strict cleanliness requirements. Standards-compliant dust analysis confirms your products are ready for these markets, opening doors to new trade opportunities.
3. ⚙️ Improve Production Process Efficiency
Particle data reveals contamination rates and their origins — whether from machinery, the work environment, or assembly steps. This actionable intelligence allows manufacturers to eliminate risk points and optimize production for the long term.
4. Build Customer and Partner Confidence
Test results from an ISO/IEC 17025-accredited laboratory provide tangible proof of quality — giving customers and business partners the assurance that your products undergo rigorous quality control. This is a powerful foundation for building lasting business relationships.
Which Industries Benefit from Dust Analysis?
Dust analysis isn’t limited to automotive alone. Here’s how it adds value across multiple sectors:
Food & Beverage
Dust and particles from packaging, machinery, or the environment can contaminate food products and cause failures under safety standards like HACCP, GMP, or ISO 22000. ALS particle analysis pinpoints contaminant types and sources — enabling targeted fixes such as improved packaging steps or upgraded air filtration systems.
Cosmetics & Personal Care
In skincare and cosmetics production, tiny particles — dust, fibers, or material fragments — can cause skin irritation, adverse reactions, or product degradation. Dust analysis helps manufacturers identify and eliminate contamination before products reach consumers.
⛽ Energy & Petrochemical
Dust particles, metal debris, and sediment deposits can cause blockages, accelerated wear, and equipment damage that disrupts operations. Regular particle analysis keeps pipes, hydraulic systems, and process equipment clean — maintaining both safety and operational efficiency.
Elevate Your Quality Standards with ALS Testing Services
In today’s highly competitive industrial landscape, cleanliness standards are not a box to check — they are a strategic quality tool. Neglecting dust analysis risks product defects, regulatory non-compliance, and reputational damage that is far more costly than the test itself.
ALS Testing Services (Thailand) is your trusted partner — backed by 40+ years of ALS Global expertise, world-class analytical standards, advanced technology, and clear, actionable reports designed to help you improve, compete, and grow.
Achieve world-class cleanliness confidence — with ALS Testing Services.
Read moreMay 7, 2026

In the automotive industry, precision is everything. Countless components operate within hydraulic systems, oil circuits, and delicate mechanisms where even the tiniest foreign particle can cause serious problems. Yet one quality factor that manufacturers often overlook — despite its significant impact — is particle cleanliness.
Microscopic metal shavings, plastic fragments, or tiny fibers invisible to the naked eye can silently compromise the performance and lifespan of critical components. That’s why particle analysis is no longer just an inspection task — it’s a core pillar of any robust quality management system.
The Standards Behind the Science: VDA 19 & ISO 16232
Two internationally recognized standards govern particle cleanliness testing in the automotive world:
Table
Standard
Role
VDA 19
Provides procedural guidelines and test methods
ISO 16232
Establishes universal criteria for communication between OEMs and suppliers
Using both standards together ensures that particle analysis results are globally comparable, traceable, and credible — making it easier for factories to benchmark quality and meet OEM expectations.
Why Does It Matter?
Even particles just a few microns in size can trigger unexpected failures, such as:
Blocked oil channels in hydraulic systems
Increased friction and wear in precision moving parts
Stiffening of mechanical components, reducing responsiveness
False signals in electronic systems, causing malfunctions
Think of particle analysis as a preventive health check for your production line — identifying contamination risks before they turn into real-world failures.
How Particle Analysis Works: A 2-Step Process
Step 1: Decline Test — Validating Extraction Parameters
The first step under VDA 19 is the Decline Test, which verifies that the particle extraction method is appropriate for the specific component being tested. This confirms that all potentially contaminating particles are consistently extracted — with no variability caused by equipment or methodology.
⚠️ If the Decline Test fails, it signals instability in the production or cleaning process — which must be corrected before proceeding to the main analysis.
Step 2: Particle Analysis — Classification and Quantification
Once extraction is validated, particles are categorized into three groups:
Metallic — metal shavings or fragments from machining
Non-Metallic — plastic, rubber, or other solid particles
Fiber — thread-like contaminants from packaging or assembly
This classification tells manufacturers not just how many particles are present, but what type, what size, and — critically — where they came from: machining, assembly, surface finishing, or even component packaging.
4 Real Business Benefits of World-Class Particle Testing
1. ⬇️ Reduce Scrap and Production Costs
Once the source of contamination is pinpointed, targeted corrective actions — such as improving washing steps or adding dust protection — lead directly to lower scrap rates and more stable production output.
2. Boost Supplier Credibility with OEMs
Reporting to ISO 16232 means your results speak a universal language that OEMs understand and trust — eliminating interpretation gaps and positioning your factory as a reliable, quality-controlled supplier.
3. Enable Continuous Process Monitoring
Particle data allows factories to track cleanliness trends over time, enabling proactive maintenance planning and preventing quality issues from ever reaching the customer.
4. Build the Foundation for Zero Defect Manufacturing
By controlling quality at the particle level, factories can detect defects that are completely invisible to the human eye — moving steadily closer to the Zero Defect goal through data-driven, precisely targeted improvements.
Comprehensive Particle Cleanliness Testing with ALS Testing
For manufacturers committed to systematic cleanliness improvement, conducting particle analysis under VDA 19 and ISO 16232 within an ISO/IEC 17025-accredited laboratory is an essential step — one that reduces quality risk and aligns your processes with the expectations of global automotive manufacturers.
ALS Testing delivers a complete end-to-end service covering every stage:
✅ Custom extraction condition design for each component type ✅ Filtration, particle counting, and classification ✅ Categorization per VDA 19 / ISO 16232 criteria ✅ Detailed reports ready for direct OEM submission
The results can be immediately applied to improve production processes, plan waste reduction, and establish internal cleanliness standards aligned with your business goals.
Whether you’re looking to stabilize production, reduce scrap, strengthen OEM alignment, or lay the groundwork for Zero Defect Manufacturing — particle cleanliness analysis with ALS Testing is the confident first step toward getting there.
Read moreMay 7, 2026
n today’s world, where product quality control and safety are non-negotiable for any business, GC-MS (Gas Chromatography-Mass Spectrometry) has emerged as one of the most powerful analytical tools available — giving businesses the confidence that their products are truly safe and up to standard.
In this article, we’ll break down what GC-MS is, why it matters across industries (especially food), and how ALS Testing Services (Thailand) can support your business with world-class testing expertise.
What Is GC-MS? A 4-Step Process Explained
GC-MS is an advanced chemical analysis technique that combines two powerful instruments:
GC (Gas Chromatography) — separates the individual compounds within a sample
MS (Mass Spectrometry) — identifies and measures each compound by analyzing its mass and chemical structure
Together, they allow scientists to identify and quantify substances in a sample with exceptional precision, speed, and detail.
Here’s how the process works, step by step:
Step 1: Sample Injection
The sample — prepared as a liquid or gas — is precisely injected into the GC instrument via an automated injector. A carrier gas then transports it into the separation column. Temperature and pressure are carefully controlled at this stage to preserve sample integrity and ensure accurate results.
Step 2: Compound Separation
Inside the GC column — a long, ultra-thin tube coated with a special material — individual compounds travel at different speeds depending on their chemical affinity to the coating and their boiling points. This causes each compound to exit the column at a different time, effectively separating the mixture into its individual components, one by one.
Step 3: ⚡ Compound Detection
Once separated, each compound enters the mass spectrometer, where its molecules are converted into ions through ionization (using electrical energy or light). The MS then measures each ion’s mass-to-charge ratio (m/z) — essentially a unique “fingerprint” for each substance.
Step 4: Data Analysis and Identification
The MS output is converted into a mass spectrum graph, which displays the distribution and intensity of ions. Analytical software then compares this spectrum against a large reference database of known chemical signatures to identify exactly what substances are present — and in what quantities. This data forms the foundation for evaluating product safety and quality.
Why GC-MS Matters: Key Benefits for Your Business
GC-MS plays a critical role across multiple industries — food & beverage, pharmaceuticals, environmental science, and chemicals. Here’s why it’s indispensable:
Highly Detailed Chemical and Contaminant Analysis
GC-MS can detect a wide range of complex organic compounds at extremely low concentration levels — from pesticide residues in food, to environmental toxins, to contaminants in medical products.
✅ Ensuring Product Quality and Safety
For businesses producing products that demand high safety standards — food, cosmetics, pharmaceuticals, or medical devices — GC-MS testing confirms that products are free from harmful substances, giving both you and your customers peace of mind.
Supporting Regulatory Compliance
Many countries and industries require strict testing for chemical residues and contaminants. GC-MS is the go-to tool for meeting these requirements, helping businesses avoid fines, product recalls, and regulatory penalties.
Gaining a Competitive Edge
Backed by precise analytical data, businesses can communicate product safety and quality to customers and partners with confidence — building lasting trust and sustainable market growth.
Why Choose ALS Testing for GC-MS?
High Accuracy with Modern, International-Standard Equipment
ALS Testing operates state-of-the-art GC-MS instruments under a rigorous quality management system certified to ISO/IEC 17025 — the international benchmark for testing and calibration laboratories. This means results that are accurate, reliable, and globally recognized.
End-to-End Service — From Sample to Report
Our full-service offering covers every step: professional sample receiving and preparation, advanced instrument analysis, and the delivery of clear, detailed, and easy-to-understand reports — so you can act on the findings immediately.
Wide Range of Sample Types Supported
Whether your samples are food, water, soil, air, cosmetics, or industrial products, our GC-MS service is built to handle them all — covering the diverse needs of businesses across many sectors.
In-Depth Expert Consultation
Our team of specialists doesn’t just hand you numbers — they walk you through the results, helping you understand the deeper insights so you can improve your production processes and quality controls effectively.
Test Your Products with World-Class GC-MS at ALS Testing Services
GC-MS is not just a laboratory technique — it’s a strategic business tool that helps reduce production risks, strengthen market confidence, and elevate product standards.
With proven experience and cutting-edge technology, ALS Testing Services (Thailand) is the trusted partner you need for comprehensive, internationally-accredited GC-MS testing.
Take your business to the next level of quality and safety — and step into a new standard of confidence with ALS Testing.
Read moreMay 7, 2026
As the automotive industry shifts into the electric vehicle (EV) age, countless components are being redesigned to be lighter, more energy-efficient, and capable of handling high-voltage electrical systems. Modern EVs are no longer built from steel alone — they incorporate aluminum alloys, mixed metals, plastics, and extensive electronics, all working together in increasingly complex structures.
But that complexity comes with a hidden risk: corrosion.
The Corrosion Challenge in Electric Vehicles
The multi-material construction of EVs creates several corrosion vulnerabilities, including:
Localized (pitting) corrosion on aluminum and alloy components
⚡ Galvanic corrosion at joints where dissimilar metals meet
Degradation of electrical connectors and busbars from salt mist and moisture
These risks are especially significant in high-humidity coastal areas, or heavily polluted urban environments, where corrosion can accelerate far faster than engineers anticipate — putting long-term user safety at risk.
The most vulnerable areas in an EV include:
Underbody structural panels
Battery packs and mounting brackets
Electrical connectors and wiring trays
Battery cooling pipes and heat dissipation plates
For both parts suppliers and original equipment manufacturers (OEMs), managing corrosion is not just about aesthetics — it directly affects safety, reliability, and long-term costs. This is where the Salt Spray Test becomes essential.
What Can a Salt Spray Test Tell You About EV Components?
The Salt Spray Test (also known as a Salt Fog Test) simulates a harsh environment of continuous salt mist and high humidity to assess how well a component resists corrosion. Here’s what it can reveal:
1. When Corrosion First Appears
One of the key metrics is recording exactly when rust or surface changes begin after the test starts. This data can be benchmarked against OEM specifications to determine pass or fail.
2. The Pattern of Corrosion
The test doesn’t just tell you whether corrosion occurs — it shows how it occurs. Engineers can identify:
Pitting on aluminum surfaces
Coating delamination (peeling protective layers)
Corrosion at dissimilar-metal junctions
These insights help manufacturers pinpoint whether the root cause lies in the component design, surface preparation, or the coating process itself.
3. ️ Coating System Effectiveness
For coated or painted components — such as battery brackets, underbody panels, or electric motor housings — the test verifies whether the protective coating actually works. Early peeling or rust signals a weakness in the coating formula or process that needs to be addressed.
Why Salt Spray Testing Is Critical to OEM Standards
The increased complexity and safety risks of EV structures have made corrosion testing a mandatory quality gate for OEM approval. Here’s why:
1. Reducing High-Voltage Electrical Safety Risks
Electrical connectors, busbars, and battery components are highly susceptible to oxide film formation and surface corrosion. Keeping these free from salt-induced corrosion helps prevent short circuits and abnormal heat buildup in the electrical system.
2. Ensuring Structural Reliability
Underbody frames, battery mounting assemblies, and load-bearing structures that rust prematurely can lose structural strength — with serious safety implications. Passing the Salt Spray Test to OEM standards confirms that components can withstand real-world conditions.
3. Meeting International Standards and Enabling Traceability
Global OEMs reference standards such as ASTM B117 and ISO 9227, alongside their own internal specifications. Certified lab results are critical for part approval before production begins at an industrial scale.
The data from Salt Spray Testing is not just a pass/fail verdict — it is a strategic tool that gives engineering and quality teams a clear direction for continuous improvement.
Test Your EV Components with ALS Testing
For manufacturers aiming to become suppliers to EV-era OEMs, taking Salt Spray Test data seriously can meaningfully reduce scrap rates, minimize warranty claims, and open doors to long-term business opportunities.
ALS Testing provides corrosion testing under strictly controlled Salt Spray conditions, fully aligned with international automotive industry standards — covering sample preparation, salt solution control, temperature management, and detailed reports that can be referenced directly with OEMs.
✅ Elevate your competitiveness in the global market with Salt Spray Testing from the expert team at ALS Testing — a key step toward confident OEM approval, today and into the future of electric mobility.
Interested in Salt Spray Testing services? Contact ALS Testing to learn how we can support your EV component qualification process.
Read moreMay 6, 2026

ESG Is No Longer Just a Trend — It Is a Business Imperative
Environmental, Social, and Governance (ESG) reporting has moved from a voluntary best practice to a core business requirement. Investors, regulators, customers, and the public now expect organizations to back their sustainability claims with data that can actually be verified.
For industrial organizations, one of the most critical — and often underestimated — environmental indicators is Volatile Organic Compounds (VOCs). These invisible chemical compounds touch all three pillars of ESG, making accurate VOCs analysis far more than a technical exercise.
What Are VOCs — and Why Do They Matter for ESG?
Volatile Organic Compounds (VOCs) are chemicals that evaporate easily at room temperature. They are released during manufacturing processes, fuel combustion, and a wide range of industrial activities — often without being seen or smelled until concentrations reach harmful levels.
Their relevance to ESG spans all three dimensions:
Table
ESG Pillar
How VOCs Connect
Environment
VOCs monitoring reflects how effectively an organization controls its air emissions and environmental impact
Social
Exposure to VOCs directly affects worker health and safety — a core social responsibility
Governance
Accurate, traceable VOCs reporting demonstrates organizational transparency and accountability
VOCs data is not just a technical concentration value. It is evidence of how seriously an organization takes its responsibility to people and the planet.
Accuracy Is Everything — Here Is Why
Getting VOCs analysis right requires two things working together: proper sample collection and laboratory-grade analysis.
Portable field instruments like PID detectors are useful for quick, on-site readings — but they cannot identify specific compounds or produce the defensible results required for formal ESG reporting.
For that, laboratory analysis is essential. The most widely used technologies include:
GC-MS (Gas Chromatography–Mass Spectrometry) — the gold standard for identifying and quantifying individual VOC compounds with precision
HSGC (Headspace Gas Chromatography) — optimized for analyzing VOCs in water samples
SPE (Solid Phase Extraction) — used to prepare soil and water samples before GC-MS analysis
But technology alone is not enough. The accuracy of results also depends on:
How samples are collected and preserved
The chain of custody maintained during transport
The laboratory’s internal quality control systems
Weak processes at any of these stages can produce misleading data — and in an ESG context, misleading data carries real consequences.
VOCs Across Three Environmental Media
VOCs do not stay in one place. They migrate through air, water, and soil — which means effective monitoring requires a tailored approach for each medium.
️ Air
Air samples are collected using sorbent tubes or continuous sampling methods, then analyzed by GC-MS to identify specific compounds and concentrations. VOCs air monitoring is essential for:
Controlling workplace air quality
Assessing emission levels in and around industrial facilities
Meeting occupational health and environmental regulations
Water
Because VOCs evaporate rapidly, water sampling demands airtight containers and careful handling to prevent loss before analysis. Using HSGC combined with GC-MS delivers precise results critical for:
Evaluating water quality near industrial sites
Assessing safety for consumption or discharge
Supporting environmental impact assessments
Soil
In areas with a history of industrial activity, multi-point soil sampling ensures comprehensive coverage. Samples undergo SPE preparation before GC-MS analysis, providing data essential for:
Long-term environmental risk assessment
Contamination source identification
Regulatory compliance and site remediation planning
The Laboratory’s Role in Building ESG Credibility
In the ESG framework — particularly under Environment and Governance — environmental data must be both accurate and traceable. This is where the laboratory becomes a strategic partner, not just a service provider.
A credible accredited laboratory delivers:
✅ Rigorous quality control at every stage of analysis ✅ Calibrated instruments maintained to international standards ✅ Systematic documentation that creates a clear audit trail ✅ Results that hold up — whether submitted to regulators, included in ESG reports, or shared with investors and partners
When VOCs data comes from a reliable, accredited source, it transforms from raw numbers into verifiable proof of environmental stewardship.
Data That Means Something
In the age of ESG, the numbers in your sustainability report are scrutinized more carefully than ever. They need to be:
Accurate — reflecting what is actually happening in your operations
Traceable — supported by documented methodology and chain of custody
Credible — produced by laboratories recognized locally and internationally
A concentration value is just a number. Verifiable, well-documented VOCs data is evidence — of accountability, of transparency, and of a genuine commitment to sustainability.
Organizations that invest in rigorous VOCs analysis are not just checking a compliance box. They are building the data foundation that ESG credibility requires.
Learn more about VOCs analysis services: www.alstesting.co.th/volatile-organic-compounds-vocs
Read moreMay 6, 2026

Why Chemical Testing Is the Foundation of Credible ESG Reporting
Numbers Only Matter If They Are Right
Every organization calculating its Carbon Footprint is working toward the same goal: an accurate, credible, and defensible picture of its greenhouse gas emissions. But here is the question most overlook —
How reliable is the data behind those numbers?
Carbon Footprint reporting, as defined by frameworks like the GHG Protocol and ISO 14064, is fundamentally a calculation. It takes Activity Data — fuel consumed, waste generated, refrigerants used — and multiplies it by established Emission Factors to estimate total greenhouse gas output.
The formula is standardized. The methodology is clear. But if the input data is inaccurate, even a perfectly executed calculation produces a misleading result.
This is exactly where chemical testing becomes essential.
What Is Chemical Testing — and What Does It Have to Do with Carbon?
Chemical testing is the process of collecting and analyzing samples from environmental media — air, water, soil, waste streams, and process gases — using standardized methods and equipment. The goal is to determine concentration, composition, and potential impact on the environment, human health, or regulatory compliance.
In the context of Carbon Footprint reporting, chemical testing is not about measuring carbon directly in a lab. Rather, it is about validating the quality of Activity Data — ensuring that what goes into the calculation actually reflects what is happening on the ground.
Carbon Footprint is the calculation. Chemical testing is what makes the inputs worth calculating.
Where Chemical Testing Makes a Real Difference
In complex industrial operations, relying on generic averages or assumptions introduces significant margin for error. Chemical analysis replaces those assumptions with real, site-specific data:
Table
Application
How It Improves Accuracy
Fuel Heating Value Analysis
Uses actual calorific value instead of generic averages
Stack Gas Measurement (CO₂, CH₄, N₂O)
Directly assesses combustion efficiency and emission rates
Wastewater COD Analysis
Calculates methane generation potential from treatment systems
❄️ Refrigerant Identification (HFCs, PFCs)
Ensures the correct Global Warming Potential (GWP) value is applied
Raw Material Composition Analysis
Supports accurate Scope 3 emission assessments
In each of these cases, chemical testing acts as a data verification layer — not replacing the Carbon Footprint calculation, but making the data that feeds it far more trustworthy.
Why Data Integrity Is Non-Negotiable
A Carbon Footprint report that earns stakeholder trust is not just mathematically correct — it is traceable, transparent, and verifiable. The factors that determine credibility go beyond the calculation itself:
✅ How Activity Data was collected and recorded
✅ Whether international standards are clearly referenced
✅ Internal quality control systems in place
✅ Transparency throughout the reporting process
Within the broader ESG framework — particularly on the environmental and governance dimensions — verifiable data is the bedrock of long-term credibility. Investors, regulators, customers, and partners are increasingly asking not just “What is your carbon footprint?” but “How do you know?”
More Than a Statistic — A Reflection of Who You Are
The figures in a Carbon Footprint report represent far more than emissions data. They are a statement of organizational accountability and transparency.
Choosing to ground your reporting in accurate, chemically verified data does two things at once:
Reduces the risk of reporting errors that could damage credibility or invite regulatory scrutiny
Builds a stronger foundation for long-term sustainability — one that holds up under audit, due diligence, and public disclosure
In an era where ESG performance is increasingly tied to business reputation and investment attractiveness, the quality of your data is the quality of your commitment.
The carbon numbers you report are only as strong as the data behind them. Make sure yours are built to last.
Learn more about ALS Testing’s Chemical Testing Services: https://www.alstesting.co.th/services/
Read moreMay 6, 2026
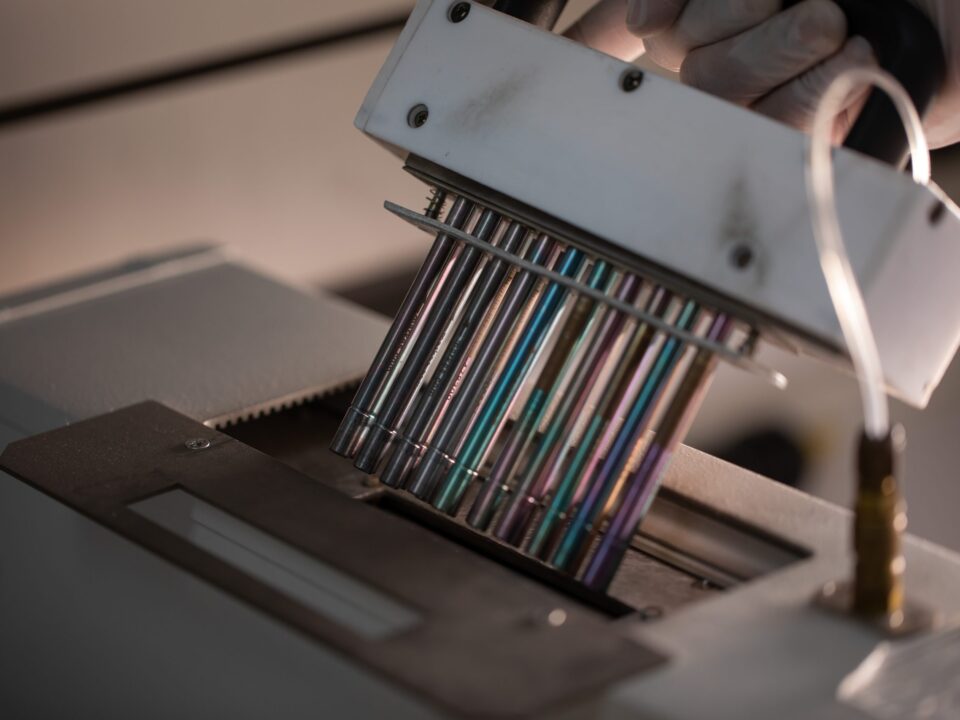
The Invisible Threat in Every Factory
Dust.
Fumes.
Chemical vapors.
They are present in nearly every manufacturing environment — and most of the time, you cannot see them.
As air pollution and industrial health concerns grow globally, workplace safety is no longer just a regulatory checkbox. Employees, business owners, and the public are paying closer attention to what workers breathe every day. Regulations are tightening. Standards are rising. And for good reason.
In many production processes, the real danger is not the accident you can see — it is the hazard you cannot.
Vapors released from solvents, paints, and adhesives
Fine dust and particles generated from grinding, cutting, or friction
Invisible residues and contaminants that accumulate on work surfaces over time
None of these cause immediate, dramatic symptoms. But prolonged exposure quietly damages the respiratory system, the nervous system, and overall health — often before anyone realizes there is a problem.
Factories that want to grow sustainably need tools that make these invisible risks visible. That is exactly what VOCs testing and FT-IR analysis are designed to do.
Two Tests, One Powerful Combination
VOCs Testing — What Is in the Air?
VOCs (Volatile Organic Compounds) testing measures the concentration of airborne organic chemicals in the workplace — production floors, enclosed processing areas, and anywhere chemical use is involved.
The results give factories clear, actionable intelligence:
Which areas carry the highest inhalation risk
When contamination levels spike above safe thresholds
Where to improve ventilation or adjust processes
Perhaps most importantly, having real numbers eliminates uncertainty. When employees ask “Is the air here safe?”, management can answer with data — not reassurances.
FT-IR Analysis — What Is That Dust?
FT-IR (Fourier Transform Infrared Spectroscopy) takes a different but equally important angle. Rather than measuring air quality, it identifies the chemical identity of solid particles, residues, and contamination found in the workplace.
FT-IR works by analyzing how a material absorbs infrared light — producing a unique chemical “fingerprint” for each substance. Even from a tiny sample, or from dust invisible to the naked eye, FT-IR can accurately identify:
Plastics, rubber, and resins
Fibers and polymer materials
Chemical residues and unknown contaminants
Knowing exactly what the dust is allows factories to:
Pinpoint the true source of contamination
Adjust production processes or switch to safer materials
Reduce product defects and production waste
Better Together
VOCs and FT-IR are highly effective individually — but together, they provide a complete picture.
Table
VOCs Testing
FT-IR Analysis
Focus
Air quality
Particle & residue identity
Answers
What are workers breathing?
What is this dust or contaminant?
Key Benefit
Health risk assessment
Root cause identification
When used in combination, factories gain insight into both the air their people breathe and the materials their processes produce — enabling smarter, more targeted improvements across health, safety, and production quality.
Long-Term Benefits That Go Beyond Compliance
Better Production Quality
When you know exactly where contamination comes from, you can control it. Fewer defects. More consistent output. Greater confidence from customers and partners.
Lower Operating Costs
Solving problems with precise data eliminates costly guesswork — less rework, fewer unplanned line stoppages, and less wasted raw material.
A Workforce That Trusts You
When employees see that air quality and contamination are being actively monitored, they feel valued — not overlooked. That trust translates into stronger engagement, fewer grievances, and lower turnover over time.
Audit-Ready, Every Day
VOCs and FT-IR results serve as verifiable, scientific documentation of systematic risk management — whether facing regulatory inspections, occupational health audits, or assessments from business partners and clients.
From Invisible Risk to Informed Action — with ALS Testing
Creating a truly safe workplace is not a one-time exercise. It is an ongoing commitment built on reliable data.
By combining VOCs and FT-IR testing, factories can transform hidden risks into actionable insights — enabling precise adjustments to ventilation systems, material choices, and work procedures that protect both people and processes.
ALS Testing — a globally accredited laboratory operating in Thailand — brings world-class VOCs and FT-IR testing to your doorstep. No overseas sample submissions. No complicated logistics. Just internationally standardized results that give your factory the clarity it needs to keep improving.
Because workplace safety should not be a policy on paper. It should be part of how your business grows.
Read moreMay 6, 2026
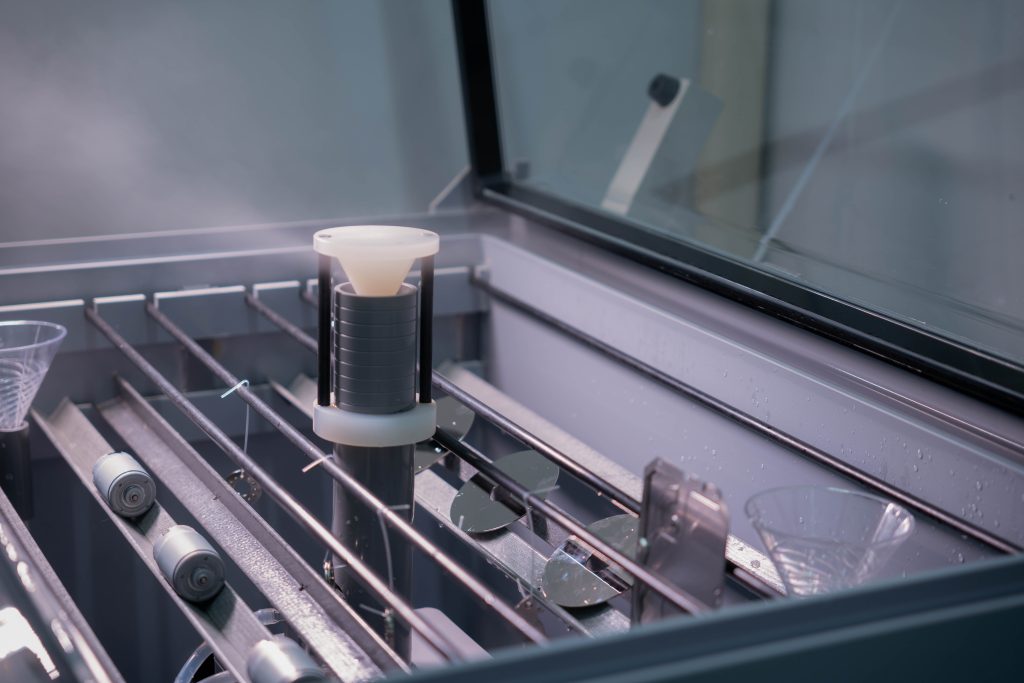{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
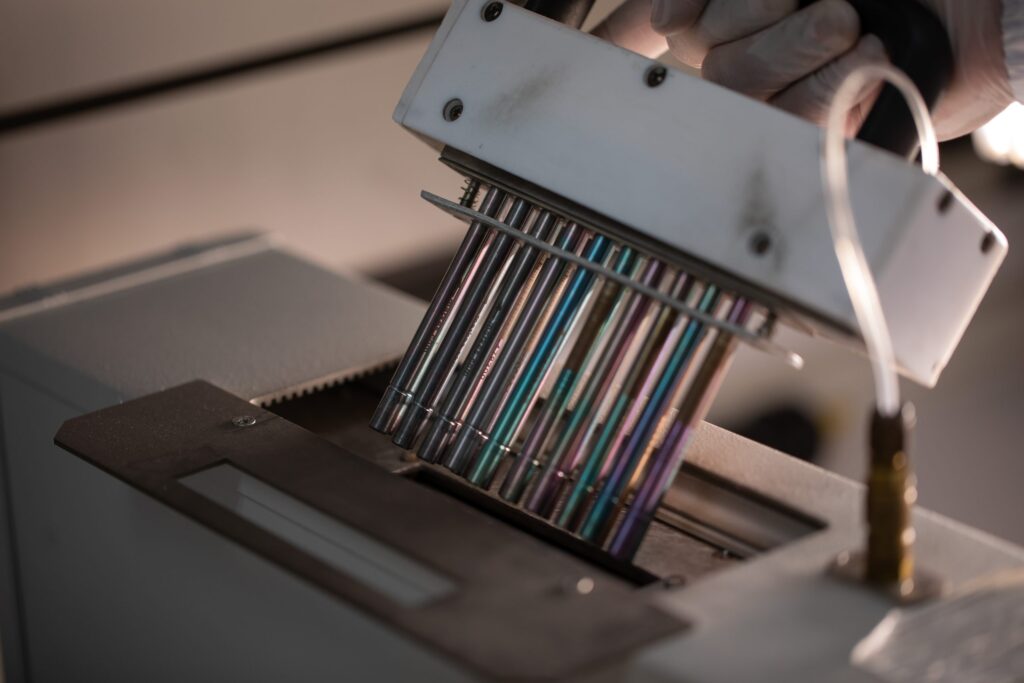{kind=link}
{kind=link}
The Real Cost of Wrong Materials
In industrial and construction projects, quality failures rarely announce themselves immediately. By the time a problem surfaces — a coating that peels, a sealant that cracks, a polymer that fails under load — the damage is already done, and the cost to fix it is exponentially higher than it would have been to prevent it.
The most effective quality strategy is not inspection after the fact. It is verification at the source.
That is precisely where FT-IR (Fourier Transform Infrared Spectroscopy) plays a decisive role — as a powerful, science-backed first line of quality control.
What FT-IR Actually Does
FT-IR is an analytical technique that identifies the chemical structure of a material by measuring how it absorbs infrared light. Each material produces a unique spectral “fingerprint,” revealing:
What the material truly is — not just what it appears to be
What chemical groups it contains
Whether any chemical changes have occurred
It does not measure structural strength or load-bearing capacity. What it does — with speed and precision — is confirm that the material in your hands is exactly what it is supposed to be.
10 Ways FT-IR Strengthens First-Line QC
1. Confirm Material Identity Before Use
Is this epoxy, polyurethane, silicone, or something else entirely? FT-IR answers that question with certainty — preventing the wrong material from ever entering your process.
2. Filter Materials Before Expensive Testing
Mechanical and safety testing is time-consuming and costly. FT-IR acts as the first gate, ensuring only chemically verified materials move forward — saving both time and resources.
3. Track Quality Consistency Across Production Lots
The same product from different production batches is not always the same. FT-IR detects batch-to-batch variation, keeping quality consistent from project start to finish.
4. ⚠️ Detect Formula Changes or Unauthorized Substitutions
If a supplier changes raw materials, reduces key components, or delivers an off-spec formulation, FT-IR will reveal the chemical difference — clearly and objectively.
5. ️ Assess Material Condition, Not Just Type
FT-IR goes beyond identification. It can detect signs of thermal degradation, UV damage, or oxidation — providing early warning signals before a material fails in the field.
6. ️ Replace Guesswork with Science
Many materials look identical to the naked eye. FT-IR eliminates reliance on visual inspection or experience alone, replacing assumptions with hard analytical evidence.
7. Reduce the Long-Term Cost of Failure
Catching the wrong or degraded material at incoming inspection costs a fraction of what field failures, rework, or post-installation damage will demand. Prevention always pays.
8. Build a Traceable Quality Record
FT-IR results are documented, verifiable, and traceable — serving as reliable technical evidence in quality disputes and informed decision-making for engineers and management alike.
9. ⚡ Fast, Non-Destructive, and Non-Disruptive
Testing is rapid, requires minimal sample material, and does not interrupt production lines — making it perfectly suited for incoming inspection and routine spot checks.
10. A Smart First Step, Not the Final Word
FT-IR is a precision screening tool, not a replacement for structural or safety testing. By confirming chemical suitability first, it makes every subsequent test more targeted, more meaningful, and more cost-effective.
Where FT-IR Is Commonly Applied
FT-IR delivers strong results for any material with a defined chemical composition — particularly where materials look similar but perform very differently:
Table
Material Category
Why FT-IR Matters
Coatings & Anti-Corrosion Products
Verify formulation integrity before application
Construction Adhesives & Sealants
Confirm chemical type and detect substitution
Polymers, Rubber & Damping Components
Identify grade and detect degradation
Insulation, Foam & Plastics
Distinguish between visually similar materials
Know the Limits
FT-IR is a tool of precision — not a universal solution. It cannot replace structural load testing, crack detection, or engineering safety assessments. Those require dedicated mechanical and non-destructive testing methods. Used within its proper scope, however, FT-IR is one of the most efficient QC investments available.
Why ALS Testing
ALS Testing is an internationally accredited laboratory based in Thailand, delivering FT-IR analysis as part of a comprehensive, science-driven QC approach.
When materials enter the process already verified for chemical identity, condition, and conformance, the entire quality system performs better:
✅ Fewer surprises downstream
✅ More targeted advanced testing
✅ Stronger documentation for technical and commercial decisions
✅ Lower risk of costly late-stage failures
FT-IR with ALS Testing does not just check a box.
It changes the way organizations think about quality — from reactive to proactive, from assumption to evidence, from risk to confidence.
When first-line QC is right, everything that follows works better.
Read more