Cleanliness for Road Vehicle
- โชว์สินค้าทั้งหมด
- No categories
May 6, 2026
The Invisible Threat in Every Factory
Dust.
Fumes.
Chemical vapors.
They are present in nearly every manufacturing environment — and most of the time, you cannot see them.
As air pollution and industrial health concerns grow globally, workplace safety is no longer just a regulatory checkbox. Employees, business owners, and the public are paying closer attention to what workers breathe every day. Regulations are tightening. Standards are rising. And for good reason.
In many production processes, the real danger is not the accident you can see — it is the hazard you cannot.
Vapors released from solvents, paints, and adhesives
Fine dust and particles generated from grinding, cutting, or friction
Invisible residues and contaminants that accumulate on work surfaces over time
None of these cause immediate, dramatic symptoms. But prolonged exposure quietly damages the respiratory system, the nervous system, and overall health — often before anyone realizes there is a problem.
Factories that want to grow sustainably need tools that make these invisible risks visible. That is exactly what VOCs testing and FT-IR analysis are designed to do.
Two Tests, One Powerful Combination
VOCs Testing — What Is in the Air?
VOCs (Volatile Organic Compounds) testing measures the concentration of airborne organic chemicals in the workplace — production floors, enclosed processing areas, and anywhere chemical use is involved.
The results give factories clear, actionable intelligence:
Which areas carry the highest inhalation risk
When contamination levels spike above safe thresholds
Where to improve ventilation or adjust processes
Perhaps most importantly, having real numbers eliminates uncertainty. When employees ask “Is the air here safe?”, management can answer with data — not reassurances.
FT-IR Analysis — What Is That Dust?
FT-IR (Fourier Transform Infrared Spectroscopy) takes a different but equally important angle. Rather than measuring air quality, it identifies the chemical identity of solid particles, residues, and contamination found in the workplace.
FT-IR works by analyzing how a material absorbs infrared light — producing a unique chemical “fingerprint” for each substance. Even from a tiny sample, or from dust invisible to the naked eye, FT-IR can accurately identify:
Plastics, rubber, and resins
Fibers and polymer materials
Chemical residues and unknown contaminants
Knowing exactly what the dust is allows factories to:
Pinpoint the true source of contamination
Adjust production processes or switch to safer materials
Reduce product defects and production waste
Better Together
VOCs and FT-IR are highly effective individually — but together, they provide a complete picture.
Table
VOCs Testing
FT-IR Analysis
Focus
Air quality
Particle & residue identity
Answers
What are workers breathing?
What is this dust or contaminant?
Key Benefit
Health risk assessment
Root cause identification
When used in combination, factories gain insight into both the air their people breathe and the materials their processes produce — enabling smarter, more targeted improvements across health, safety, and production quality.
Long-Term Benefits That Go Beyond Compliance
Better Production Quality
When you know exactly where contamination comes from, you can control it. Fewer defects. More consistent output. Greater confidence from customers and partners.
Lower Operating Costs
Solving problems with precise data eliminates costly guesswork — less rework, fewer unplanned line stoppages, and less wasted raw material.
A Workforce That Trusts You
When employees see that air quality and contamination are being actively monitored, they feel valued — not overlooked. That trust translates into stronger engagement, fewer grievances, and lower turnover over time.
Audit-Ready, Every Day
VOCs and FT-IR results serve as verifiable, scientific documentation of systematic risk management — whether facing regulatory inspections, occupational health audits, or assessments from business partners and clients.
From Invisible Risk to Informed Action — with ALS Testing
Creating a truly safe workplace is not a one-time exercise. It is an ongoing commitment built on reliable data.
By combining VOCs and FT-IR testing, factories can transform hidden risks into actionable insights — enabling precise adjustments to ventilation systems, material choices, and work procedures that protect both people and processes.
ALS Testing — a globally accredited laboratory operating in Thailand — brings world-class VOCs and FT-IR testing to your doorstep. No overseas sample submissions. No complicated logistics. Just internationally standardized results that give your factory the clarity it needs to keep improving.
Because workplace safety should not be a policy on paper. It should be part of how your business grows.
Read moreMay 6, 2026
The Real Cost of Wrong Materials
In industrial and construction projects, quality failures rarely announce themselves immediately. By the time a problem surfaces — a coating that peels, a sealant that cracks, a polymer that fails under load — the damage is already done, and the cost to fix it is exponentially higher than it would have been to prevent it.
The most effective quality strategy is not inspection after the fact. It is verification at the source.
That is precisely where FT-IR (Fourier Transform Infrared Spectroscopy) plays a decisive role — as a powerful, science-backed first line of quality control.
What FT-IR Actually Does
FT-IR is an analytical technique that identifies the chemical structure of a material by measuring how it absorbs infrared light. Each material produces a unique spectral “fingerprint,” revealing:
What the material truly is — not just what it appears to be
What chemical groups it contains
Whether any chemical changes have occurred
It does not measure structural strength or load-bearing capacity. What it does — with speed and precision — is confirm that the material in your hands is exactly what it is supposed to be.
10 Ways FT-IR Strengthens First-Line QC
1. Confirm Material Identity Before Use
Is this epoxy, polyurethane, silicone, or something else entirely? FT-IR answers that question with certainty — preventing the wrong material from ever entering your process.
2. Filter Materials Before Expensive Testing
Mechanical and safety testing is time-consuming and costly. FT-IR acts as the first gate, ensuring only chemically verified materials move forward — saving both time and resources.
3. Track Quality Consistency Across Production Lots
The same product from different production batches is not always the same. FT-IR detects batch-to-batch variation, keeping quality consistent from project start to finish.
4. ⚠️ Detect Formula Changes or Unauthorized Substitutions
If a supplier changes raw materials, reduces key components, or delivers an off-spec formulation, FT-IR will reveal the chemical difference — clearly and objectively.
5. ️ Assess Material Condition, Not Just Type
FT-IR goes beyond identification. It can detect signs of thermal degradation, UV damage, or oxidation — providing early warning signals before a material fails in the field.
6. ️ Replace Guesswork with Science
Many materials look identical to the naked eye. FT-IR eliminates reliance on visual inspection or experience alone, replacing assumptions with hard analytical evidence.
7. Reduce the Long-Term Cost of Failure
Catching the wrong or degraded material at incoming inspection costs a fraction of what field failures, rework, or post-installation damage will demand. Prevention always pays.
8. Build a Traceable Quality Record
FT-IR results are documented, verifiable, and traceable — serving as reliable technical evidence in quality disputes and informed decision-making for engineers and management alike.
9. ⚡ Fast, Non-Destructive, and Non-Disruptive
Testing is rapid, requires minimal sample material, and does not interrupt production lines — making it perfectly suited for incoming inspection and routine spot checks.
10. A Smart First Step, Not the Final Word
FT-IR is a precision screening tool, not a replacement for structural or safety testing. By confirming chemical suitability first, it makes every subsequent test more targeted, more meaningful, and more cost-effective.
Where FT-IR Is Commonly Applied
FT-IR delivers strong results for any material with a defined chemical composition — particularly where materials look similar but perform very differently:
Table
Material Category
Why FT-IR Matters
Coatings & Anti-Corrosion Products
Verify formulation integrity before application
Construction Adhesives & Sealants
Confirm chemical type and detect substitution
Polymers, Rubber & Damping Components
Identify grade and detect degradation
Insulation, Foam & Plastics
Distinguish between visually similar materials
Know the Limits
FT-IR is a tool of precision — not a universal solution. It cannot replace structural load testing, crack detection, or engineering safety assessments. Those require dedicated mechanical and non-destructive testing methods. Used within its proper scope, however, FT-IR is one of the most efficient QC investments available.
Why ALS Testing
ALS Testing is an internationally accredited laboratory based in Thailand, delivering FT-IR analysis as part of a comprehensive, science-driven QC approach.
When materials enter the process already verified for chemical identity, condition, and conformance, the entire quality system performs better:
✅ Fewer surprises downstream
✅ More targeted advanced testing
✅ Stronger documentation for technical and commercial decisions
✅ Lower risk of costly late-stage failures
FT-IR with ALS Testing does not just check a box.
It changes the way organizations think about quality — from reactive to proactive, from assumption to evidence, from risk to confidence.
When first-line QC is right, everything that follows works better.
Read moreMay 6, 2026

Introduction
In the modern automotive industry, component precision and reliability are paramount — particularly with the growing adoption of intelligent braking systems, high-pressure fuel systems, and electric vehicles. One critical aspect often overlooked is technical cleanliness: the control of micron-level particles that can cause blockages, wear, and damage to critical systems, ultimately leading to costly product recalls.
Establishing a Cleanliness Lab aligned with Tier 1 Automotive standards is therefore not merely a compliance requirement — it is a strategic risk management initiative.
What is a Cleanliness Lab?
A Cleanliness Lab is a controlled laboratory facility designed to assess the cleanliness of automotive components through particle extraction and analysis, ensuring contamination levels remain within defined specifications.
For Tier 1 Suppliers, the lab functions as a quality gateway prior to OEM delivery — verifying product conformance, reducing rejection risk, and strengthening customer confidence. Applicable standards include ISO 16232 and VDA 19, both of which define systematic and reproducible testing methodologies. Organizations that meet these standards gain a competitive advantage within the global automotive supply chain.
Laboratory Infrastructure Requirements
Reliable test results depend on a well-designed facility. Key infrastructure elements include:
Cleanroom controlled to ISO Class 5–8
HEPA filtration system to minimize airborne particle levels
Positive pressure system to prevent external air ingress
Segregated zones for sample preparation, extraction, and analysis
One-way flow layout to minimize cross-contamination
Essential Equipment
Equipment
Function
Significance
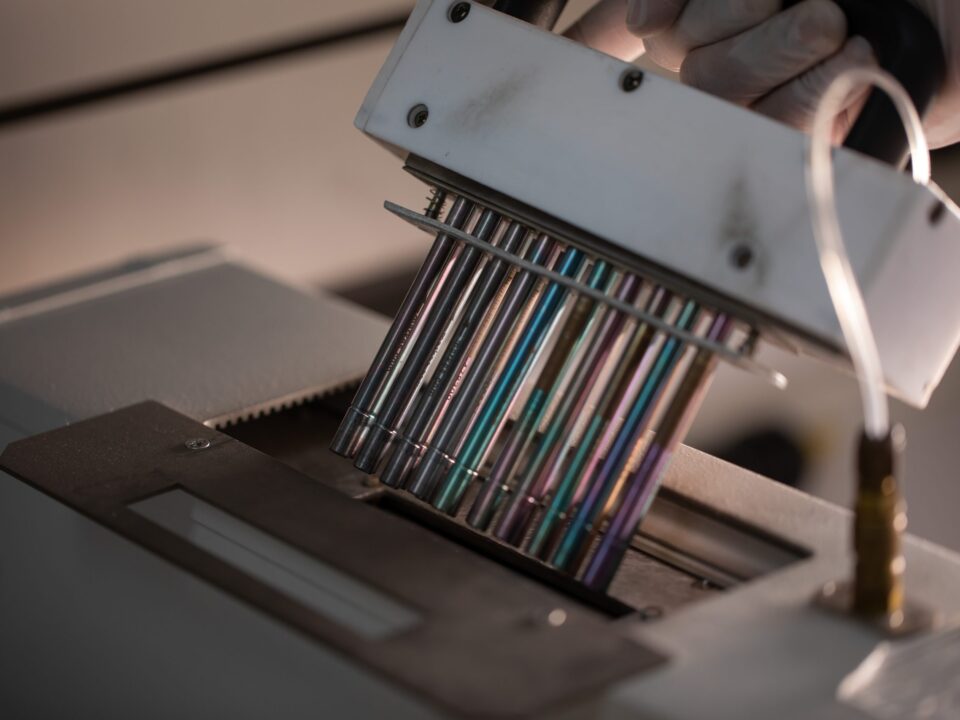
Particle Extraction System
Extracts particles from test components
Core step of the testing process
Microscope
Analyzes particle size and morphology
Enables detailed characterization
Particle Counter
Quantifies particle count
Comparison against standard limits
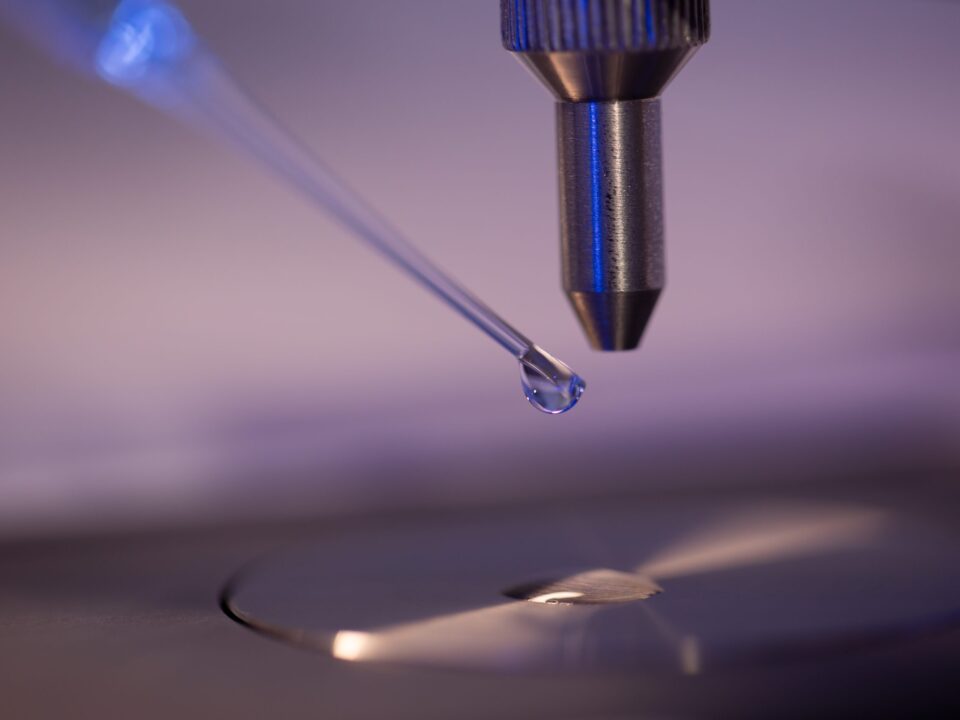
Vacuum Filtration Unit
Filters test samples
Prepares samples for analysis
Laminar Flow Cabinet
Controls local environment
Reduces contamination risk
Standard Testing Workflow
The cleanliness testing process comprises five core steps:
Sample Collection
Particle Extraction
Filtration
Analysis
Reporting
To ensure process reliability and integrity, the following must also be in place:
Clearly defined Standard Operating Procedures (SOPs)
Blank testing for quality control verification
Process validation
Traceability systems and data integrity controls
Personnel Competency
Despite advances in technology, personnel remain the most critical factor in Cleanliness Lab quality assurance. Required competencies include laboratory instrument operation, particle analysis techniques, and a working knowledge of ISO and VDA standards. Organizations must maintain continuous training, competency assessments, and periodic skill reviews.
Human factors also represent a significant contamination risk — including improper gowning, deviation from SOPs, and inappropriate behavior within the cleanroom — all of which can directly compromise test accuracy and overall system reliability.
Development Challenges
Building a Cleanliness Lab presents several challenges:
Capital investment for cleanroom construction and specialized equipment procurement
Standard complexity requiring expert knowledge for accurate interpretation and implementation
Upstream process control — an unstable manufacturing process limits the effectiveness of laboratory testing alone
Organizations are advised to develop both manufacturing controls and laboratory capabilities concurrently to achieve sustainable Tier 1 compliance.
Future Outlook: Smart Cleanliness Lab
The next generation of cleanliness laboratories is evolving toward intelligent, automated systems, incorporating:
AI-powered particle analysis
Automated microscopy
Real-time data connectivity
Integration with manufacturing execution and quality management systems enables end-to-end quality control, reducing cycle time, improving result consistency, and supporting compliance with increasingly stringent industry standards.
From Compliance to Competitive Advantage
A Cleanliness Lab is not merely a testing facility — it is an integral component of a holistic quality management system, spanning product design, manufacturing, and delivery. Organizations that establish a fully compliant Cleanliness Lab will be well-positioned to meet OEM requirements, reduce long-term operational risk, and sustain competitiveness in the global automotive market.
Investment in a Cleanliness Lab is an investment in long-term business sustainability.
FAQ
Is a Cleanliness Lab required for all manufacturing facilities? Not universally — however, it is essential for high-precision or safety-critical components, particularly in electric vehicle, electronics, and stringent-cleanliness applications.
How should an organization begin? Conduct a Gap Analysis against ISO 16232 and VDA 19, then develop a structured implementation plan covering facility design, equipment, and process requirements.
What is the estimated budget? Costs range from hundreds of thousands to several million baht, depending on lab scale, technology scope, and target compliance level.
How long does implementation take? Typically 3–12 months, subject to organizational readiness and system complexity.
What are common implementation mistakes? Inadequate facility design, unclear SOPs, insufficient personnel training, and failure to address upstream process control — resulting in test outcomes that do not reflect real-world conditions.
Read more
{kind=link}
{kind=link}
{kind=link}
{kind=link}