News & Promotion
- โชว์สินค้าทั้งหมด
- ไม่มีหมวดหมู่
พฤษภาคม 14, 2026

C3 (Critical Cleanliness Control®) — การทดสอบความสะอาดของ PCB ระดับสูงสุด
ALS มีเครื่อง C3 ทดสอบความสะอาดเฉพาะจุด พร้อมให้บริการลูกค้าแล้วค่ะ!!!
ตอนนี้มีโปรโมชั่นพิเศษ ราคาพิเศษ 2,000 บาท ต่อ 1 จุดการทดสอบ จากราคาปกติ 3,000 บาท
บริการใหม่ และ โปรโมชั่นพิเศษ!!!
️ ระยะเวลาโปรโมชั่น: 15 พฤษภาคม – 14 สิงหาคม 2569
บริการ
ราคาปกติ
ราคาโปรโมชั่น
C3 Testing Service
฿3,000
✅ ฿2,000
⚠️ ภัยเงียบที่ซ่อนอยู่ในทุก PCB
ในโลกการผลิตอิเล็กทรอนิกส์ยุคปัจจุบัน ความสะอาด ไม่ใช่แค่เรื่องของความสวยงาม — แต่เป็น ข้อกำหนดด้านคุณภาพและความน่าเชื่อถือ ที่ขาดไม่ได้
แผงวงจร (PCB) ทุกแผ่นที่ผ่านสายการผลิตล้วนสัมผัสกับสิ่งปนเปื้อนมากมาย ไม่ว่าจะเป็น:
สารตกค้างจากฟลักซ์บัดกรี
เกลือไอออนิก และสารเคมีในกระบวนการผลิต
ฝุ่นละออง และความชื้น
คราบไขมันจากการสัมผัสด้วยมือ
สิ่งที่น่ากังวลที่สุดคือ สิ่งปนเปื้อนเหล่านี้มองไม่เห็นด้วยตาเปล่า PCB อาจดูสะอาดสมบูรณ์ — แต่ภายในอาจมีสารไอออนิกสะสมอยู่จนทำให้เกิดความเสียหายในสนามได้หลายเดือนหรือหลายปีต่อมา
ผลเสียที่อาจเกิดขึ้นหากละเลยความสะอาด PCB
ความชื้นดูดซึมผ่านเกลือไอออนิกที่ตกค้าง
⚙️ การกัดกร่อนทางเคมีไฟฟ้าบนวงจรทองแดงและข้อต่อบัดกรี
Dendritic Growth — เส้นใยนำไฟฟ้าจิ๋วที่งอกระหว่างวงจรและทำให้ลัดวงจร
⚡ กระแสรั่วและลัดวงจร
บอร์ดเสียหายสมบูรณ์ — มักเกิดแบบคาดไม่ถึงและตรวจหาสาเหตุได้ยาก
นี่คือเหตุผลที่การทดสอบความสะอาดไม่ใช่ทางเลือก — แต่เป็นขั้นตอนสำคัญของทุกโปรแกรมประกันคุณภาพ
C3 (Critical Cleanliness Control®) คืออะไร?
C3 คือเทคโนโลยีทดสอบความสะอาดแบบไอออนิก เฉพาะจุด ที่พัฒนาขึ้นมาเพื่อแก้ปัญหาข้อจำกัดของวิธีทดสอบแบบเดิม
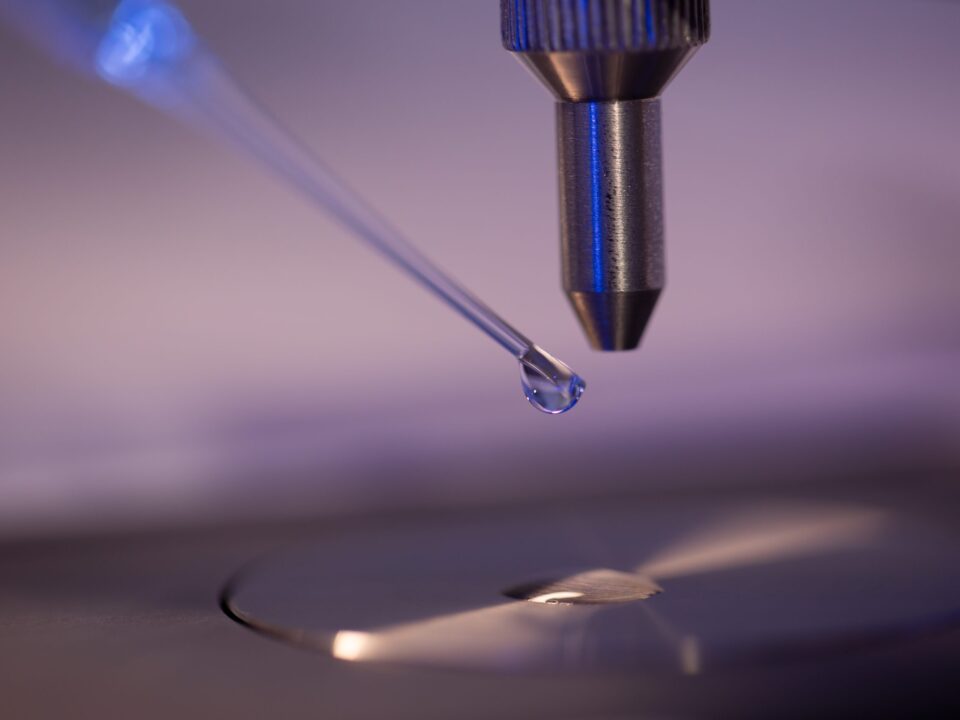
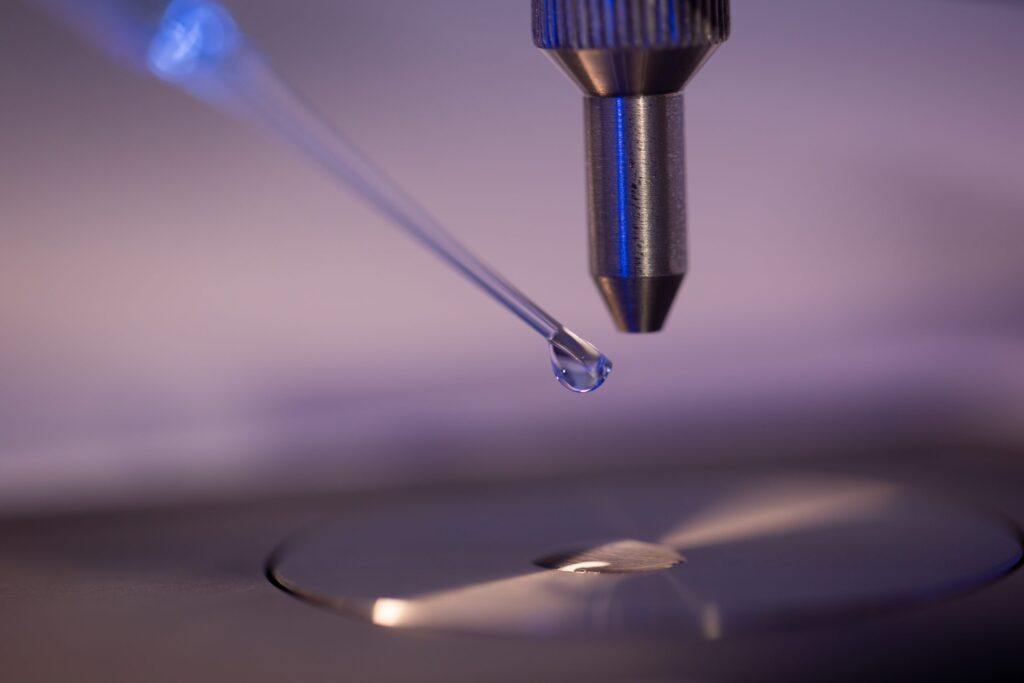
หลักการทำงาน
C3 ใช้ น้ำบริสุทธิ์แบบ Deionized เป็นตัวกลางสกัด โดยหยดน้ำปริมาณที่ควบคุมอย่างแม่นยำลงบนพื้นที่เฉพาะจุดของ PCB น้ำจะดึงสารไอออนิกออกมา จากนั้นวัดค่า สภาพนำไฟฟ้า (Conductivity) และคำนวณออกมาเป็น Corrosivity Index (C.I.) — ตัวชี้วัดมาตรฐานของระดับการปนเปื้อนและความเสี่ยงต่อการกัดกร่อน
สูตรง่ายๆ ที่ต้องจำ
สารไอออนิกมาก→สภาพนำไฟฟ้าสูง→C.I. สูง→ความเสี่ยงสูงสารไอออนิกมาก→สภาพนำไฟฟ้าสูง→C.I. สูง→ความเสี่ยงสูง
✓ C.I. ต่ำ=PCB สะอาด=ความเสี่ยงต่ำ=ผลิตภัณฑ์เชื่อถือได้✓ C.I. ต่ำ=PCB สะอาด=ความเสี่ยงต่ำ=ผลิตภัณฑ์เชื่อถือได้
⚗️ วิทยาศาสตร์เบื้องหลังสารปนเปื้อนไอออนิก
สารปนเปื้อนไอออนิกคืออะไร?
คือสารเคมีที่มีประจุไฟฟ้า ได้แก่:
ไอออนบวก (Cations): Na⁺, K⁺, Ca²⁺
ไอออนลบ (Anions): Cl⁻, Br⁻, SO₄²⁻
แหล่งที่มาของสารปนเปื้อน
ไอออนที่พบบ่อย
สารตกค้างจากฟลักซ์บัดกรี
กรดอินทรีย์, ฮาไลด์ (Cl⁻, Br⁻)
การสัมผัสด้วยมือมนุษย์
NaCl จากเหงื่อ
น้ำในกระบวนการผลิต
Ca²⁺, Mg²⁺, Cl⁻
ฝุ่นในบรรยากาศ
เกลือไอออนิกหลายชนิด
สารทำความสะอาดตกค้าง
ไอออนจาก surfactant, สารอัลคาไลน์
การปล่อยก๊าซจาก PCB substrate
สารอินทรีย์ไอออนิกต่างๆ
⚠️ กลไกความเสียหายทางเคมีไฟฟ้า
สารไอออนิก+H2O+สนามไฟฟ้า→การกัดกร่อน+Dendritic Growthสารไอออนิก+H2O+สนามไฟฟ้า→การกัดกร่อน+Dendritic Growth
Dendritic Growth (Electrochemical Migration) คือการที่ไอออนโลหะละลายออกจากตัวนำที่ถูกกัดกร่อน แล้วตกตะกอนใหม่ในรูปของเส้นใยนำไฟฟ้าที่งอกแตกแขนงเหมือนกิ่งไม้ — เชื่อมช่องระหว่างวงจรและทำให้เกิดลัดวงจรแบบที่วินิจฉัยได้ยากมาก
⚖️ ROSE vs. C3 — แตกต่างกันอย่างไร?
❌ วิธีดั้งเดิม: ROSE Testing
ROSE Testing (Resistivity of Solvent Extract) ตามมาตรฐาน IPC-TM-650 Method 2.3.25 ทำโดยการจุ่ม PCB ทั้งแผ่นลงในสารผสม IPA และน้ำบริสุทธิ์ แล้ววัดค่าการปนเปื้อนรวมทั้งแผ่น
ข้อจำกัดที่ชัดเจน:
❌ ได้ค่าเฉลี่ยรวมทั้งแผ่น — ไม่รู้ว่าปนเปื้อนตรงไหน
❌ จุดอันตราย เช่น ใต้ IC แบบแน่นหนา อาจถูก “เจือจาง” โดยส่วนที่สะอาดกว่า
❌ ทำบนแผ่นที่มีชิ้นส่วนหรือ Coating แล้วไม่ได้
❌ ไม่มีข้อมูลเชิงพื้นที่ — วิศวกรไม่รู้จะแก้ไขที่ไหน
✅ C3: การทดสอบแบบเจาะจงจุด
คุณสมบัติ
ROSE
✅ C3
พื้นที่ทดสอบ
ทั้งแผ่น (ค่าเฉลี่ย)
เฉพาะจุดที่ต้องการ
ความละเอียดเชิงพื้นที่
ไม่มี
สูง — Mapping ทีละจุด
ทดสอบใต้ชิ้นส่วน
❌ ทำไม่ได้
✅ ได้ (QFN, BGA ฯลฯ)
ไม่ทำลายชิ้นงาน
✅ ใช่
✅ ใช่
ความเร็ว
ปานกลาง
⚡ รวดเร็ว — เกือบทันที
ติดตาม Trend
จำกัด
✅ ติดตาม C.I. ได้เต็มรูปแบบ
นำไปปฏิบัติได้
ต่ำ
สูง — ระบุจุดปัญหาชัดเจน
ข้อดีหลักของการทดสอบ C3
1. ทดสอบเฉพาะจุดที่สำคัญที่สุด
วิศวกรสามารถทดสอบได้ตรงจุดที่ต้องการ — ใต้ IC ความหนาแน่นสูง, บริเวณข้อต่อบัดกรี, รอบขั้วต่อ หรือจุดเสี่ยงใดๆ ก็ตาม
2. ⚡ ผลรวดเร็ว แบบ Real-Time
ได้ผลเกือบทันทีหลังสกัดตัวอย่าง เหมาะสำหรับการควบคุมคุณภาพในสายการผลิต
3. ️ ไม่ทำลายชิ้นงาน
ใช้เพียงน้ำบริสุทธิ์เท่านั้น ไม่เกิดความเสียหายทางกายภาพหรือทางไฟฟ้าใดๆ กับ PCB
4. เชื่อมต่อกับระบบ SPC ได้
เพราะ C3 ให้ข้อมูล C.I. แบบตัวเลข จึงเหมาะสำหรับ Statistical Process Control (SPC):
ตรวจจับ Process Drift ก่อนที่จะเกิดความเสียหาย
ประเมินประสิทธิภาพกระบวนการทำความสะอาด
สร้างเอกสารยืนยันการปฏิบัติตามมาตรฐาน
5. ตรวจสอบได้แม้ใต้ชิ้นส่วน
ความสามารถที่โดดเด่นที่สุด — C3 สามารถประเมินการปนเปื้อน ใต้ชิ้นส่วนแบบ Low-standoff อย่าง QFN และ BGA ที่การตรวจสอบด้วยวิธีอื่นทำไม่ได้
การประยุกต์ใช้งาน C3 ในอุตสาหกรรม
✔️ 1. ตรวจสอบความสะอาดหลังบัดกรี
ตรวจสารตกค้างจากฟลักซ์หลัง Wave Soldering, Reflow หรือ Selective Soldering
✔️ 2. ตรวจสอบก่อนเคลือบ Conformal Coating
ป้องกันการกัดกร่อนใต้ Coating ที่เกิดจากสารไอออนิกที่ซ่อนอยู่
✔️ 3. ควบคุมคุณภาพในสายการผลิต
ตรวจสอบแบบ Routine เพื่อรักษามาตรฐานความสะอาดอย่างสม่ำเสมอ
✔️ 4. วิเคราะห์ความเสียหาย (Failure Analysis)
เปรียบเทียบ Contamination Profile ของบอร์ดที่เสียกับบอร์ดปกติ
✔️ 5. ตรวจสอบและปรับปรุงกระบวนการทำความสะอาด
ยืนยันว่ากระบวนการทำความสะอาดใหม่มีประสิทธิภาพครบทุกจุด
✔️ 6. ตรวจสอบวัตถุดิบและ PCB เปล่า
ป้องกันสารปนเปื้อนก่อนเข้าสายการผลิต
การรายงานผล Corrosivity Index (C.I.)
ค่า C.I.
สถานะความสะอาด
ระดับความเสี่ยง
การดำเนินการที่แนะนำ
ต่ำ ✅
ยอดเยี่ยม — PCB สะอาด
ต่ำมาก
ไม่ต้องดำเนินการ — ผ่านขั้นตอนถัดไปได้
ปานกลาง ⚠️
ยอมรับได้ — มีสารปนเปื้อนเล็กน้อย
ต่ำ–ปานกลาง
ติดตาม Trend; ทบทวนกระบวนการ
สูง ❌
ตรวจพบสารปนเปื้อน
สูง
สืบหาแหล่งที่มา; พิจารณาทำความสะอาดใหม่
สูงมาก ❌❌
สารปนเปื้อนสูงมาก
วิกฤต
ห้ามดำเนินการต่อ; แก้ไขทันที
หมายเหตุ: ค่า C.I. ที่ยอมรับได้ควรกำหนดตามการใช้งานจริง, ข้อกำหนดลูกค้า และมาตรฐานอุตสาหกรรม เช่น IPC-7711/7721, IPC-6012, IPC-A-610
มาตรฐานอุตสาหกรรมที่เกี่ยวข้อง
มาตรฐาน
ขอบเขต
IPC-A-610
การยอมรับชิ้นงานประกอบอิเล็กทรอนิกส์
IPC-7711/7721
การซ่อมแซมและดัดแปลงชิ้นงานอิเล็กทรอนิกส์
IPC-6012
มาตรฐาน PCB แบบ Rigid
IPC-TM-650 2.3.25
การทดสอบความสะอาดแบบไอออนิก
J-STD-001
ข้อกำหนดการบัดกรี
MIL-PRF-31032
มาตรฐานทหารสำหรับ PCB
C3 รองรับการปฏิบัติตามมาตรฐานเหล่านี้ด้วยข้อมูลที่ เฉพาะจุด, เป็นตัวเลข และตรวจสอบได้
ติดต่อเรา
สอบถาม, ขอใบเสนอราคา หรือส่งตัวอย่างทดสอบ ติดต่อทีม Marketing ของเรา:
เบอร์โทรศัพท์
Tel
+66 94 480 4705
Tel
+66 94 480 4706
Tel
+66 83 858 1323
อ่านเพิ่มเติมเมษายน 29, 2026

ในอุตสาหกรรมยานยนต์ยุคใหม่ ความแม่นยำและความน่าเชื่อถือของชิ้นส่วนกลายเป็นหัวใจสำคัญ โดยเฉพาะเมื่อเทคโนโลยีอย่างระบบเบรกอัจฉริยะ ระบบเชื้อเพลิงแรงดันสูง และยานยนต์ไฟฟ้า (EV) เข้ามามีบทบาทมากขึ้น
สิ่งที่หลายองค์กรอาจมองข้าม คือ ความสะอาดเชิงวิศวกรรม (Technical Cleanliness) ซึ่งเกี่ยวข้องกับการควบคุมอนุภาคขนาดเล็กในระดับไมครอน อนุภาคเหล่านี้สามารถก่อให้เกิดการอุดตัน การสึกหรอ หรือความเสียหายต่อระบบสำคัญ และนำไปสู่ปัญหาใหญ่ เช่น การเรียกคืนสินค้า (Recall)
อย่างไรก็ตามการ เตรียมความพร้อมห้องแล็บทดสอบความสะอาด (Cleanliness Lab) เพื่อรองรับมาตรฐาน Tier 1 Automotive จึงไม่ใช่เพียงการตอบโจทย์ข้อกำหนด แต่เป็นการบริหารความเสี่ยงเชิงกลยุทธ์ขององค์กร
Cleanliness Lab คืออะไร และทำไมต้องมี Tier 1
Cleanliness Lab คือห้องปฏิบัติการที่ใช้ตรวจสอบระดับความสะอาดของชิ้นส่วนยานยนต์ ผ่านกระบวนการสกัด (Extraction) และการวิเคราะห์อนุภาค เพื่อให้มั่นใจว่าไม่มีสิ่งปนเปื้อนเกินเกณฑ์ที่กำหนด สำหรับ Tier 1 Supplier ห้องแล็บนี้ทำหน้าที่เป็นตรวจสอบมาตรฐาน ก่อนส่งมอบสินค้าให้ OEM ช่วยยืนยันคุณภาพ ลดความเสี่ยงจากการถูกปฏิเสธสินค้า และสร้างความเชื่อมั่นให้กับลูกค้า
มาตรฐานที่เกี่ยวข้อง ได้แก่ ISO 16232 และ VDA 19 ซึ่งกำหนดขั้นตอนการทดสอบอย่างเป็นระบบ องค์กรที่สามารถเตรียมความพร้อมห้องแล็บทดสอบความสะอาด (Cleanliness Lab) เพื่อรองรับมาตรฐาน Tier 1 Automotive ได้อย่างครบถ้วน จะสามารถยกระดับศักยภาพและแข่งขันในห่วงโซ่อุปทาน ระดับโลกได้อย่างมั่นใจ พร้อมสร้างความได้เปรียบเชิงกลยุทธ์ในระยะยาว
โครงสร้างพื้นฐานของ Cleanliness Lab ที่ได้มาตรฐาน
โครงสร้างพื้นฐานของ Cleanliness Lab มีผลโดยตรงต่อความน่าเชื่อถือของผลการทดสอบ โดยต้องมี Cleanroom ที่ควบคุมระดับความสะอาดตามมาตรฐาน เช่น ISO Class 5–8 รวมถึงระบบกรองอากาศ HEPA ที่ช่วยลดอนุภาคในอากาศให้เหลือน้อยที่สุด
นอกจากนี้ ระบบความดันบวก (Positive Pressure) มีบทบาทในการป้องกันอากาศจากภายนอกเข้าสู่พื้นที่ควบคุม ขณะที่การออกแบบพื้นที่ควรแบ่งเป็น การเตรียมตัวอย่าง การสกัด และการวิเคราะห์ อย่างชัดเจน และจัดผังการไหลแบบทางเดียว (One-way Flow) เพื่อลดความเสี่ยงของการปนเปื้อนและเพิ่มความแม่นยำของผลการทดสอบ
เครื่องมือและอุปกรณ์ที่จำเป็นใน Cleanliness Lab
อุปกรณ์
รายละเอียดการใช้งาน
ความสำคัญ
ระบบสกัดอนุภาค
สกัดอนุภาคจากชิ้นงาน
เป็นขั้นตอนเริ่มต้นของการทดสอบ
กล้องจุลทรรศน์
วิเคราะห์ขนาดและชนิดของอนุภาค
ใช้ตรวจสอบเชิงลึก
เครื่องนับอนุภาค
นับจำนวนอนุภาค
ใช้เปรียบเทียบกับเกณฑ์มาตรฐาน
การกรองด้วยสุญญากาศ
กรองตัวอย่าง
เตรียมตัวอย่างสำหรับการวิเคราะห์
ตู้ลมสะอาดแบบไหลชั้นเดียว
ควบคุมสภาพแวดล้อม
ลดความเสี่ยงการปนเปื้อน
กระบวนการทดสอบมาตรฐาน (Testing Workflow)
กระบวนการหลักของการทดสอบความสะอาดประกอบด้วย 5 ขั้นตอน ได้แก่ การเก็บตัวอย่าง การสกัดอนุภาค การกรอง การวิเคราะห์ และการจัดทำรายงาน ซึ่งช่วยให้การควบคุมสิ่งปนเปื้อนเป็นไปอย่างเป็นระบบและมีความแม่นยำ โดยสิ่งที่ต้องมีเพิ่มเติมเพื่อให้กระบวนการมีความน่าเชื่อถือ ได้แก่
มีขั้นตอนการปฏิบัติงานมาตรฐาน (SOP) ที่ชัดเจน
การทดสอบตัวอย่างเปล่า (Blank Test) เพื่อควบคุมคุณภาพ
การยืนยันความถูกต้องของกระบวนการ (Validation)
ระบบการตรวจสอบย้อนกลับ (Traceability) และความถูกต้องของข้อมูล (Data Integrity)
องค์ประกอบทั้งหมดนี้เป็นพื้นฐานสำคัญของห้องปฏิบัติการที่สอดคล้องกับมาตรฐานระดับ Tier 1
ยกระดับมาตรฐานบุคลากรสู่ความน่าเชื่อถือของผลการทดสอบ
บุคลากรยังคงเป็นปัจจัยสำคัญที่สุดในการควบคุมคุณภาพของ Cleanliness Lab แม้จะมีเทคโนโลยีที่ทันสมัยทักษะที่จำเป็น ได้แก่ การใช้งานเครื่องมือ Lab การวิเคราะห์อนุภาค และความเข้าใจมาตรฐาน ISO / VDA การฝึกอบรม การประเมินสมรรถนะ และการทบทวนทักษะอย่างสม่ำเสมอ เป็นสิ่งที่องค์กรต้องดำเนินการอย่างต่อเนื่อง
อย่างไรก็ตาม ปัจจัยด้านมนุษย์ก็เป็นความเสี่ยงสำคัญ เช่น การแต่งกายไม่ถูกต้อง การปฏิบัติงานไม่เป็นไปตาม SOP หรือการควบคุมพฤติกรรมใน Cleanroom ไม่เหมาะสม สิ่งเหล่านี้สามารถกลายเป็นแหล่งของการปนเปื้อนโดยตรง และส่งผลกระทบต่อความแม่นยำของผลการทดสอบ รวมถึงความน่าเชื่อถือของระบบคุณภาพโดยรวม
ความท้าทายในการพัฒนา Cleanliness Lab
แม้ Cleanliness Lab จะมีประโยชน์สูง แต่การพัฒนาระบบยังมีความท้าทายหลายด้าน โดยเฉพาะงบประมาณที่ต้องใช้ในการสร้าง Cleanroom และจัดหาอุปกรณ์เฉพาะทางนอกจากนี้ มาตรฐานยังมีความซับซ้อน ต้องอาศัยความรู้และประสบการณ์ในการตีความและนำไปใช้อย่างถูกต้อง
อีกประเด็นสำคัญคือการควบคุมกระบวนการต้นทาง หากกระบวนการผลิตไม่เสถียร ผลการทดสอบจากห้องปฏิบัติการอาจไม่สามารถแก้ไขปัญหาได้ทั้งหมด ดังนั้น องค์กรควรเตรียมความพร้อมทั้งด้านระบบการผลิตและการจัดตั้งห้องปฏิบัติการควบคู่กัน เพื่อให้สามารถยกระดับสู่มาตรฐานระดับ Tier 1 ได้อย่างยั่งยืน
แนวโน้มอนาคต Smart Cleanliness Lab
แนวโน้มของห้องปฏิบัติการความสะอาดกำลังก้าวสู่รูปแบบอัจฉริยะ โดยนำเทคโนโลยีเข้ามาช่วยเพิ่มประสิทธิภาพในการทดสอบและวิเคราะห์มากขึ้น เช่น การใช้ปัญญาประดิษฐ์ในการวิเคราะห์อนุภาค ระบบกล้องจุลทรรศน์อัตโนมัติ และการเชื่อมต่อข้อมูลแบบเรียลไทม์ ซึ่งช่วยให้การทำงานมีความรวดเร็ว แม่นยำ และลดการพึ่งพาการทำงานของมนุษย์
นอกจากนี้ การเชื่อมโยงระบบการผลิตและระบบบริหารคุณภาพเข้าด้วยกัน ยังช่วยให้สามารถควบคุมคุณภาพได้แบบครบวงจร ตั้งแต่ต้นทางจนถึงปลายทาง เทคโนโลยีเหล่านี้ไม่เพียงช่วยลดเวลาในการทำงาน แต่ยังเพิ่มความสม่ำเสมอของผลลัพธ์ และรองรับแนวทางอุตสาหกรรมยุคใหม่ รวมถึงมาตรฐานที่มีความเข้มงวดมากขึ้นในอนาคต
จากการปฏิบัติตามมาตรฐานสู่ความได้เปรียบทางการแข่งขัน
Cleanliness Lab ไม่ใช่เพียงห้องทดสอบ แต่เป็นส่วนหนึ่งของระบบคุณภาพแบบครบวงจร ที่ครอบคลุมตั้งแต่การออกแบบ กระบวนการผลิต ไปจนถึงการส่งมอบสินค้า
องค์กรที่สามารถเตรียมความพร้อมห้องแล็บทดสอบความสะอาด (Cleanliness Lab) เพื่อรองรับมาตรฐาน Tier 1 Automotive ได้อย่างครบถ้วน จะมีความได้เปรียบในการแข่งขัน สามารถตอบสนองความต้องการของ OEM ได้อย่างมั่นใจ และลดความเสี่ยงในระยะยาว
การลงทุนใน Cleanliness Lab จึงไม่ใช่เพียงค่าใช้จ่าย แต่เป็นการลงทุนเพื่อความยั่งยืนของธุรกิจในอุตสาหกรรมยานยนต์ยุคใหม่
คำถามที่พบบ่อย (FAQ)
ห้องปฏิบัติการความสะอาดจำเป็นสำหรับทุกโรงงานหรือไม่?
ไม่จำเป็นสำหรับทุกประเภท แต่มีความสำคัญอย่างยิ่งสำหรับชิ้นส่วนที่มีความละเอียดสูงหรือเกี่ยวข้องกับความปลอดภัย
โดยเฉพาะในอุตสาหกรรมยานยนต์ไฟฟ้า อิเล็กทรอนิกส์ และชิ้นส่วนที่ต้องควบคุมความสะอาดอย่างเข้มงวด ควรเริ่มต้นอย่างไร?
เริ่มจากการวิเคราะห์ช่องว่าง (Gap Analysis) เทียบกับ ISO 16232 และ VDA 19
จากนั้นกำหนดแผนพัฒนา ทั้งด้านสถานที่ อุปกรณ์ และกระบวนการให้สอดคล้องกับมาตรฐาน งบประมาณอยู่ที่เท่าไหร่?
ตั้งแต่หลักแสนถึงหลายล้านบาท ขึ้นอยู่กับระดับความซับซ้อน
รวมถึงขนาดของห้องปฏิบัติการ เทคโนโลยีที่เลือกใช้ และระดับมาตรฐานที่ต้องการรองรับ ใช้เวลาพัฒนานานแค่ไหน?
โดยทั่วไปประมาณ 3–12 เดือน
ขึ้นอยู่กับความพร้อมขององค์กร และความซับซ้อนของระบบที่ต้องติดตั้งและปรับปรุง ข้อผิดพลาดที่พบบ่อยคืออะไร?
การออกแบบห้องปฏิบัติการไม่เหมาะสม ขาดขั้นตอนการทำงานที่ชัดเจน และไม่มีการฝึกอบรมบุคลากร
รวมถึงการมองข้ามการควบคุมกระบวนการต้นทาง ซึ่งส่งผลให้ผลการทดสอบไม่สอดคล้องกับการใช้งานจริง
อ่านเพิ่มเติมไม่จำเป็นสำหรับทุกประเภท แต่มีความสำคัญอย่างยิ่งสำหรับชิ้นส่วนที่มีความละเอียดสูงหรือเกี่ยวข้องกับความปลอดภัย
โดยเฉพาะในอุตสาหกรรมยานยนต์ไฟฟ้า อิเล็กทรอนิกส์ และชิ้นส่วนที่ต้องควบคุมความสะอาดอย่างเข้มงวด ควรเริ่มต้นอย่างไร?
เริ่มจากการวิเคราะห์ช่องว่าง (Gap Analysis) เทียบกับ ISO 16232 และ VDA 19
จากนั้นกำหนดแผนพัฒนา ทั้งด้านสถานที่ อุปกรณ์ และกระบวนการให้สอดคล้องกับมาตรฐาน งบประมาณอยู่ที่เท่าไหร่?
ตั้งแต่หลักแสนถึงหลายล้านบาท ขึ้นอยู่กับระดับความซับซ้อน
รวมถึงขนาดของห้องปฏิบัติการ เทคโนโลยีที่เลือกใช้ และระดับมาตรฐานที่ต้องการรองรับ ใช้เวลาพัฒนานานแค่ไหน?
โดยทั่วไปประมาณ 3–12 เดือน
ขึ้นอยู่กับความพร้อมขององค์กร และความซับซ้อนของระบบที่ต้องติดตั้งและปรับปรุง ข้อผิดพลาดที่พบบ่อยคืออะไร?
การออกแบบห้องปฏิบัติการไม่เหมาะสม ขาดขั้นตอนการทำงานที่ชัดเจน และไม่มีการฝึกอบรมบุคลากร
รวมถึงการมองข้ามการควบคุมกระบวนการต้นทาง ซึ่งส่งผลให้ผลการทดสอบไม่สอดคล้องกับการใช้งานจริง
เมษายน 29, 2026

การเปลี่ยนผ่านจากยานยนต์สันดาปภายใน (ICE) สู่ยานยนต์ไฟฟ้า (EV) ไม่ได้เปลี่ยนเพียงแหล่งพลังงาน แต่เปลี่ยนธรรมชาติของความเสี่ยงทางวิศวกรรมทั้งหมด
ในระบบ ICE ความเสียหายส่วนใหญ่เป็นการสึกหรอเชิงกล (Mechanical Wear) เช่น การอุดตันของหัวฉีดหรือวาล์ว ซึ่งสามารถคาดการณ์และซ่อมแซมได้ค่อนข้างตรงไปตรงมา
แต่ใน EV ความเสียหายกลายเป็นการล้มเหลวทางไฟฟ้าและความไม่เสถียรทางความร้อน (Electrical Failure + Thermal Instability) อนุภาคปนเปื้อนเพียงไม่กี่ไมครอนสามารถ trigger การลัดวงจรภายในเซลล์แบตเตอรี่ นำไปสู่ thermal runaway ซึ่งเป็นเหตุการณ์เร่งร้อนที่อาจก่อให้เกิดไฟไหม้หรือระเบิดได้
ยกระดับความปลอดภัย EV ด้วยมาตรฐานความสะอาด ISO 16232
เหตุผลหลักที่ทำให้ ISO 16232 ถูกยกระดับจากมาตรฐานคุณภาพทั่วไป ไปสู่มาตรฐานด้านความปลอดภัยเชิงวิกฤต มาจากแนวทาง VDA 19.1 ฉบับปรับปรุงครั้งที่ 3 ปี 2025 (Yellow Volume) ซึ่งพัฒนาโดยคณะกรรมการจากบริษัทชั้นนำกว่า 40 แห่ง ภายใต้กรอบของ VDA โดยมีเป้าหมายเพื่อรองรับความเสี่ยงที่เพิ่มขึ้นในระบบยานยนต์ไฟฟ้า
การพัฒนานี้ครอบคลุมการวิเคราะห์อนุภาคขนาดเล็กระดับต่ำกว่า 50 ไมครอน การใช้เทคนิค SEM/EDX การกำหนดมาตรฐานวิธีการสกัดแบบแห้ง (dry extraction) และการประเมินกลไกความเสียหายในชิ้นส่วนอิเล็กทรอนิกส์และแบตเตอรี่ เพื่อรองรับการเปลี่ยนผ่านสู่ยุคยานยนต์ไฟฟ้าและระบบขับเคลื่อนอัตโนมัติในอนาคต
ความสะอาด ปัจจัยชี้ขาดความล้มเหลวของระบบ EV
ในระบบยานยนต์ไฟฟ้า อนุภาคปนเปื้อนไม่ได้เป็นเพียงสิ่งแปลกปลอม แต่เป็นตัวกระตุ้นให้เกิดความล้มเหลวโดยตรง เช่น การเชื่อมต่อทางไฟฟ้าโดยไม่ตั้งใจ ส่งผลให้เกิดการลัดวงจร การเกิดอาร์กไฟฟ้า กระแสรั่ว รวมถึงการลดระยะห่างของฉนวน และนำไปสู่การทะลุของฉนวนในระดับไมครอน
โดยเฉพาะในระบบแรงดันสูง ความเสี่ยงเหล่านี้มีความรุนแรงและเกิดขึ้นอย่างฉับพลันโดยไม่มีสัญญาณเตือน ส่งผลกระทบโดยตรงต่อความน่าเชื่อถือและความปลอดภัยของระบบ ทำให้ความสะอาดกลายเป็นปัจจัยเชิงหน้าที่ที่ต้องออกแบบและควบคุมในระดับเดียวกับความปลอดภัยตามมาตรฐาน ISO 26262 ไม่ใช่เพียงข้อกำหนดด้านคุณภาพทั่วไปอีกต่อไป
ตารางเปรียบเทียบระบบ ICE VS ระบบ EV
ด้านเปรียบเทียบ
ระบบ ICE
ระบบ EV (แรงดันสูง)
ลักษณะความเสี่ยงหลัก
การสึกหรอเชิงกล
การลัดวงจรทางไฟฟ้า และความร้อนสูงผิดปกติ
ขนาดอนุภาคที่สำคัญ
มากกว่า 100 ไมครอน
น้อยกว่า 50 ไมครอน (โดยเฉพาะอนุภาคที่นำไฟฟ้า)
ผลกระทบหลัก
ประสิทธิภาพลดลง
การลัดวงจร การเกิดอาร์กไฟฟ้า และการทะลุของฉนวน
ระดับความสำคัญของ ISO 16232
เน้นคุณภาพทั่วไป
เกี่ยวข้องกับความปลอดภัยเชิงหน้าที่ (Functional Safety)
กลไกความเสียหายตัวอย่าง
การอุดตัน การสึกกร่อน
การเชื่อมต่อของอนุภาค การเสื่อมของฉนวน
ISO 16232 ในบริบทของ EV Supply Chain
มาตรฐาน ISO 16232 กำลังพัฒนาจากมาตรฐานการวัด (Measurement Standard) ไปสู่กรอบการควบคุมกระบวนการ (Process Control) อย่างครบวงจร โดยเน้นการกำหนดค่าความสะอาดให้สอดคล้องกับหน้าที่การใช้งานและกลไกความเสียหาย ผสานเข้ากับการวิเคราะห์ความเสี่ยง (PFMEA/DFMEA) และควบคุมกระบวนการตั้งแต่ต้นจนจบ พร้อมระบบตรวจสอบย้อนกลับ (traceability) และการติดตามกระบวนการเชิงข้อมูล
แนวทาง VDA 19.1 ฉบับปี 2025 มุ่งเน้นการตรวจสอบแบบอิงกระบวนการ (process-oriented) มากขึ้น รวมถึงวิธีการสกัดแบบแห้ง (dry extraction) เช่น การดูด (suction extraction) และการวิเคราะห์อนุภาคด้วย SEM/EDX เพื่อให้ผลการตรวจสอบมีมาตรฐานและเปรียบเทียบได้ในระดับสากล
ทิศทางสู่ Zero Contamination
มุ่งพัฒนาการควบคุมการปนเปื้อนให้ใกล้ศูนย์ด้วยเทคโนโลยีสมัยใหม่ ครอบคลุมทั้งการตรวจจับ วิเคราะห์ และแก้ไขอย่างแม่นยำ พร้อมเสริมด้วยการคาดการณ์และป้องกันตั้งแต่ต้นทางของกระบวนการ รวมถึงการติดตามแบบเรียลไทม์เพื่อลดความคลาดเคลื่อนและการเกิดซ้ำของปัญหา
องค์กรต้องยึดตามมาตรฐานสากลและผสานแนวคิดด้านความสะอาดเข้ากับการออกแบบและการผลิต ใช้ข้อมูลและระบบอัตโนมัติเพื่อเพิ่มประสิทธิภาพการควบคุม พร้อมพัฒนาบุคลากรและวัฒนธรรมคุณภาพอย่างต่อเนื่อง เพื่อสร้างความเชื่อมั่น ยกระดับมาตรฐานสินค้า และเสริมความได้เปรียบในการแข่งขันระยะยาว
เมื่อ ISO 16232 คือหัวใจความปลอดภัยของระบบ EV
การยกระดับมาตรฐาน ISO 16232 มีบทบาทสำคัญต่อความปลอดภัยในอุตสาหกรรมยานยนต์ไฟฟ้า (EV) เนื่องจากระบบมีความเสี่ยงจากแรงดันไฟฟ้าสูงระดับ 400–800V และความไวต่ออนุภาคปนเปื้อนขนาดเล็ก แนวทางจึงขยายจากการควบคุมคุณภาพไปสู่การจัดการความเสี่ยงเชิงวิศวกรรม โดยอ้างอิงมาตรฐาน VDA 19.1 ฉบับปี 2025 ที่เน้นเทคโนโลยีขั้นสูง เช่น วิธีการสกัดแบบแห้ง (dry extraction) การตรวจสอบด้วย SEM/EDX สำหรับอนุภาคขนาดเล็กกว่า 50 ไมครอน และการติดตามกระบวนการแบบเน้นข้อมูลเพื่อควบคุมกลไกความล้มเหลวอย่างมีประสิทธิภาพ
ในเชิงกลยุทธ์ องค์กรจำเป็นต้องบูรณาการแนวคิดด้านความสะอาดตั้งแต่ขั้นตอนการออกแบบ ลงทุนในเทคโนโลยีและระบบตรวจสอบย้อนกลับ (traceability) เพื่อก้าวสู่การเป็น Preferred Supplier ในห่วงโซ่อุปทานของ EV การยกระดับดังกล่าวไม่เพียงช่วยลดความเสี่ยงด้านคุณภาพ แต่ยังเพิ่มความน่าเชื่อถือและความสามารถในการแข่งขันในระยะยาว พร้อมรองรับความต้องการของตลาดที่เข้มงวดมากขึ้นในอนาคต
คำถามที่พบบ่อย (FAQ)
ทำไมอนุภาคขนาดเล็กจึงเป็นอันตรายรุนแรงในระบบ EV มากกว่า ICE
เนื่องจากระบบแรงดันสูงระดับ 400–800 โวลต์ ทำให้ความสามารถในการทนต่อการทะลุของฉนวนลดลง และเพิ่มโอกาสการเกิดอาร์กไฟฟ้า อนุภาคขนาดเล็กกว่า 50 ไมครอนสามารถก่อให้เกิดการลัดวงจรได้ทันที และอาจนำไปสู่ภาวะความร้อนสูงผิดปกติจนเกิดความเสียหายรุนแรงในระบบ Cleanliness ส่งผลต่อ Functional Safety ใน EV อย่างไร
ความสะอาดกลายเป็นส่วนสำคัญของความปลอดภัยเชิงหน้าที่ตามมาตรฐาน ISO 26262 เนื่องจากอนุภาคปนเปื้อนสามารถเป็นจุดเริ่มต้นของความล้มเหลว เช่น การเชื่อมต่อทางไฟฟ้าโดยไม่ตั้งใจ ซึ่งอาจนำไปสู่การทะลุของฉนวนหรือความเสียหายในระบบแรงดันสูง องค์กรในห่วงโซ่อุปทาน EV ควรเริ่มต้นกับ ISO 16232 อย่างไร
ควรเริ่มจากการกำหนดข้อกำหนดด้านความสะอาดให้สอดคล้องกับกลไกความเสียหายที่อาจเกิดขึ้น ผสานเข้ากับการออกแบบผลิตภัณฑ์และกระบวนการผลิตตั้งแต่ต้นทาง พร้อมลงทุนในเทคโนโลยีการวิเคราะห์ เช่น SEM/EDX และระบบตรวจสอบแบบเรียลไทม์ การยกระดับมาตรฐานช่วยลดความเสี่ยงอะไรในระยะยาว
ช่วยลดความเสี่ยงจากการเรียกคืนสินค้า ลดโอกาสการเกิดความร้อนสูงผิดปกติและการลัดวงจร ยืดอายุการใช้งานของระบบไฟฟ้า และสร้างความเชื่อมั่นด้านความปลอดภัยให้กับผู้ใช้งานยานยนต์ไฟฟ้าในระยะยาว
อ่านเพิ่มเติมเนื่องจากระบบแรงดันสูงระดับ 400–800 โวลต์ ทำให้ความสามารถในการทนต่อการทะลุของฉนวนลดลง และเพิ่มโอกาสการเกิดอาร์กไฟฟ้า อนุภาคขนาดเล็กกว่า 50 ไมครอนสามารถก่อให้เกิดการลัดวงจรได้ทันที และอาจนำไปสู่ภาวะความร้อนสูงผิดปกติจนเกิดความเสียหายรุนแรงในระบบ Cleanliness ส่งผลต่อ Functional Safety ใน EV อย่างไร
ความสะอาดกลายเป็นส่วนสำคัญของความปลอดภัยเชิงหน้าที่ตามมาตรฐาน ISO 26262 เนื่องจากอนุภาคปนเปื้อนสามารถเป็นจุดเริ่มต้นของความล้มเหลว เช่น การเชื่อมต่อทางไฟฟ้าโดยไม่ตั้งใจ ซึ่งอาจนำไปสู่การทะลุของฉนวนหรือความเสียหายในระบบแรงดันสูง องค์กรในห่วงโซ่อุปทาน EV ควรเริ่มต้นกับ ISO 16232 อย่างไร
ควรเริ่มจากการกำหนดข้อกำหนดด้านความสะอาดให้สอดคล้องกับกลไกความเสียหายที่อาจเกิดขึ้น ผสานเข้ากับการออกแบบผลิตภัณฑ์และกระบวนการผลิตตั้งแต่ต้นทาง พร้อมลงทุนในเทคโนโลยีการวิเคราะห์ เช่น SEM/EDX และระบบตรวจสอบแบบเรียลไทม์ การยกระดับมาตรฐานช่วยลดความเสี่ยงอะไรในระยะยาว
ช่วยลดความเสี่ยงจากการเรียกคืนสินค้า ลดโอกาสการเกิดความร้อนสูงผิดปกติและการลัดวงจร ยืดอายุการใช้งานของระบบไฟฟ้า และสร้างความเชื่อมั่นด้านความปลอดภัยให้กับผู้ใช้งานยานยนต์ไฟฟ้าในระยะยาว

มีนาคม 25, 2026

การเติบโตของอุตสาหกรรมยานยนต์ไฟฟ้า (EV) ทำให้มาตรฐานความสะอาดของชิ้นส่วนในสายการผลิตเข้มงวดขึ้นอย่างมาก งานวิจัยด้านแบตเตอรี่ EV ชี้ว่า อนุภาคโลหะขนาดเพียงไม่กี่ไมครอนที่ปนเปื้อนใน battery cell อาจเพิ่มความเสี่ยงต่อการเกิด thermal runaway ซึ่งเป็นภาวะที่แบตเตอรี่เกิดความร้อนสูงผิดปกติและอาจนำไปสู่ความเสียหายหรือเหตุการณ์ด้านความปลอดภัย
การวิเคราะห์อนุภาค หรือ Particle Analysis คือกระบวนการตรวจสอบชนิด ขนาด และองค์ประกอบของอนุภาคปนเปื้อนบนชิ้นส่วน เพื่อประเมินความสะอาดและลดความเสี่ยงด้านคุณภาพตามมาตรฐาน VDA 19 และ ISO 16232
บทความนี้อธิบายกระบวนการวิเคราะห์อนุภาคตามมาตรฐาน VDA19/ISO16232 เครื่องมือที่ใช้ในห้องปฏิบัติการ และบทบาทของการทดสอบนี้ต่อการควบคุมคุณภาพในอุตสาหกรรม EV และยานยนต์
ทำไมอุตสาหกรรม EV และยานยนต์ถึงต้องควบคุมอนุภาคในชิ้นส่วน
ชิ้นส่วนในอุตสาหกรรมยานยนต์และ EV จำนวนมากมีระบบกลไกหรือระบบไฟฟ้าที่มีความละเอียดสูง เช่น ระบบเบรก ระบบฉีดเชื้อเพลิง มอเตอร์ไฟฟ้า หรือโมดูลแบตเตอรี่ อนุภาคขนาดเล็กที่ปนเปื้อนในชิ้นส่วนอาจส่งผลต่อประสิทธิภาพหรือความปลอดภัยของผลิตภัณฑ์ได้
โดยทั่วไป อนุภาคที่พบในชิ้นส่วนสามารถแบ่งได้เป็นสามประเภทหลัก
Metallic particles เช่น เศษโลหะจากกระบวนการ machining หรือการตัดโลหะ
Non-metallic particles เช่น พลาสติก ยาง หรือสารเคลือบผิว
Fiber particles เช่น เส้นใยจากวัสดุหรือสิ่งปนเปื้อนจากกระบวนการผลิต
ในระบบแบตเตอรี่ EV อนุภาคโลหะอาจทำให้เกิดการลัดวงจรภายใน cell ได้ ขณะที่ในระบบไฮดรอลิกหรือระบบเชื้อเพลิง อนุภาคขนาดเล็กอาจทำให้วาล์วหรือหัวฉีดทำงานผิดปกติ ดังนั้นผู้ผลิตจึงต้องมีระบบตรวจสอบความสะอาดของชิ้นส่วนอย่างเป็นระบบตั้งแต่ขั้นตอนการผลิต
การวิเคราะห์อนุภาคจึงกลายเป็นหนึ่งในเครื่องมือสำคัญของ quality control และ contamination control ในอุตสาหกรรมยานยนต์สมัยใหม่
กระบวนการวิเคราะห์อนุภาคตามมาตรฐาน VDA19 และ ISO16232
การวิเคราะห์อนุภาคในชิ้นส่วนยานยนต์มักดำเนินการตามมาตรฐาน VDA 19 และ ISO 16232 ซึ่งกำหนดขั้นตอนการตรวจสอบความสะอาดของชิ้นส่วนอย่างเป็นระบบ
โดยทั่วไป กระบวนการวิเคราะห์จะประกอบด้วยสองขั้นตอนหลัก
ขั้นตอนที่ 1: Decline (Validation)
ในขั้นตอนแรก ห้องปฏิบัติการจะตรวจสอบและยืนยันว่ากระบวนการสกัดอนุภาคจากชิ้นส่วนมีประสิทธิภาพเพียงพอ กระบวนการนี้เรียกว่า Decline หรือ Validation ซึ่งช่วยให้มั่นใจว่าอนุภาคที่เก็บได้สะท้อนสภาพจริงของชิ้นส่วน
ขั้นตอนนี้มีความสำคัญ เพราะหากวิธีการสกัดอนุภาคไม่เหมาะสม ผลการวิเคราะห์อาจคลาดเคลื่อนได้
ขั้นตอนที่ 2: Particle Analysis
หลังจากการ validation แล้ว ตัวอย่างจะเข้าสู่ขั้นตอน Particle Analysis ซึ่งเป็นการวิเคราะห์จำนวน ขนาด และชนิดของอนุภาคที่พบบนตัวกรอง
ผลการวิเคราะห์จะถูกจำแนกตามประเภทของอนุภาค เช่น
Metallic
Non-metallic
Fiber
ข้อมูลเหล่านี้ช่วยให้ผู้ผลิตสามารถระบุแหล่งกำเนิดของการปนเปื้อน และปรับปรุงกระบวนการผลิตเพื่อลดความเสี่ยงในอนาคต
เครื่องมือวิเคราะห์อนุภาค SEM/EDX และ FTIR
ในการวิเคราะห์อนุภาคเชิงลึก ห้องปฏิบัติการมักใช้เครื่องมือหลายประเภทเพื่อระบุชนิดของอนุภาคอย่างแม่นยำ โดยเครื่องมือสำคัญที่ใช้ในงานวิเคราะห์อนุภาค ได้แก่ SEM/EDX และ FTIR
SEM/EDX (Scanning Electron Microscope with Energy Dispersive X-ray) เป็นเทคนิคที่ใช้ตรวจสอบโครงสร้างและองค์ประกอบของอนุภาคโลหะในระดับไมโคร เครื่องมือนี้สามารถระบุองค์ประกอบของธาตุ เช่น เหล็ก อะลูมิเนียม หรือทองแดง ซึ่งช่วยให้สามารถระบุแหล่งกำเนิดของอนุภาคได้ เช่น เครื่องจักรหรือกระบวนการ machining
สำหรับอนุภาคที่ไม่ใช่โลหะ ห้องปฏิบัติการมักใช้ FTIR (Fourier Transform Infrared Spectroscopy) ซึ่งสามารถระบุชนิดของวัสดุอินทรีย์ เช่น พลาสติก ยาง หรือโพลิเมอร์ การวิเคราะห์ด้วย FTIR จึงมีบทบาทสำคัญในการตรวจสอบอนุภาค Non-metallic และ Fiber
การใช้เครื่องมือทั้งสองประเภทช่วยให้การวิเคราะห์อนุภาคมีความแม่นยำมากขึ้น และช่วยให้โรงงานสามารถติดตามแหล่งกำเนิดของการปนเปื้อนได้อย่างมีประสิทธิภาพ
อุตสาหกรรมที่ใช้การวิเคราะห์อนุภาค
แม้ว่าการวิเคราะห์อนุภาคจะมีความสำคัญอย่างมากในอุตสาหกรรมยานยนต์ แต่การทดสอบนี้ยังถูกใช้ในหลายอุตสาหกรรมที่ต้องการมาตรฐานความสะอาดของชิ้นส่วนในระดับสูง
ตัวอย่างอุตสาหกรรมที่ใช้การวิเคราะห์อนุภาค ได้แก่
Automotive และ EV เพื่อควบคุมความสะอาดของชิ้นส่วนในระบบเครื่องยนต์ มอเตอร์ และแบตเตอรี่
Electronics และ Semiconductor ซึ่งต้องควบคุมการปนเปื้อนของอนุภาคอย่างเข้มงวด
Medical Devices ที่ต้องการมาตรฐานความสะอาดของอุปกรณ์ทางการแพทย์
Aerospace ที่ต้องควบคุมคุณภาพของระบบกลไกและไฮดรอลิก
ในอุตสาหกรรมเหล่านี้ การควบคุมอนุภาคไม่ใช่เพียงข้อกำหนดด้านคุณภาพ แต่ยังเป็นส่วนหนึ่งของการบริหารความเสี่ยงของผลิตภัณฑ์
คำถามที่พบบ่อยเกี่ยวกับการวิเคราะห์อนุภาค
การวิเคราะห์อนุภาคต่างจากการวิเคราะห์ฝุ่นอย่างไร
การวิเคราะห์อนุภาคในชิ้นส่วน (Component Cleanliness) มุ่งตรวจสอบอนุภาคที่ติดอยู่บนชิ้นส่วนหรือผลิตภัณฑ์ ขณะที่การวิเคราะห์ฝุ่นมักเกี่ยวข้องกับอนุภาคที่ลอยอยู่ในอากาศ
การวิเคราะห์อนุภาคใช้เวลานานเท่าใด
ระยะเวลาในการวิเคราะห์ขึ้นอยู่กับวิธีการทดสอบ โดยทั่วไปการวิเคราะห์เบื้องต้นอาจใช้เวลาประมาณ 1–2 วันทำการ ส่วนการวิเคราะห์เชิงลึกด้วยเทคนิค SEM/EDX หรือ FTIR อาจใช้เวลาประมาณ 3–5 วันทำการ
ห้องปฏิบัติการต้องมีมาตรฐานอะไร
การวิเคราะห์อนุภาคควรดำเนินการในห้องปฏิบัติการที่ได้รับการรับรอง ISO 17025 เพื่อให้ผลการทดสอบมีความน่าเชื่อถือและสามารถใช้ในกระบวนการควบคุมคุณภาพหรือการตรวจสอบได้
ในยุคที่เทคโนโลยี EV เติบโตอย่างรวดเร็ว การควบคุมการปนเปื้อนของอนุภาคจึงกลายเป็นปัจจัยสำคัญต่อความปลอดภัยและคุณภาพของผลิตภัณฑ์ การวิเคราะห์อนุภาคตามมาตรฐาน VDA19 และ ISO16232 ช่วยให้ผู้ผลิตสามารถเข้าใจแหล่งกำเนิดของการปนเปื้อนและปรับปรุงกระบวนการผลิตได้อย่างมีประสิทธิภาพ
หากต้องการตรวจสอบความสะอาดของชิ้นส่วนหรือประเมินความเสี่ยงจากอนุภาค ALS Testing Services (Thailand) พร้อมให้บริการด้วยห้องปฏิบัติการที่ได้รับการรับรอง ISO 17025
อ่านเพิ่มเติมมีนาคม 25, 2026

การเติบโตของอุตสาหกรรม EV และเซมิคอนดักเตอร์ ทำให้การควบคุมอนุภาคในสายการผลิตกลายเป็นประเด็นสำคัญระดับโลก โดยตลาดบริการ Particle Analysis มีมูลค่ามากกว่า 1 พันล้านดอลลาร์ และคาดว่าจะเติบโตเฉลี่ยกว่า 8% ต่อปี
การวิเคราะห์ฝุ่น หรือ Particle Analysis คือกระบวนการตรวจสอบขนาด ปริมาณ และองค์ประกอบของอนุภาคที่ปนเปื้อนในอากาศ บนพื้นผิว หรือในชิ้นส่วนผลิตภัณฑ์ เพื่อประเมินความเสี่ยงและควบคุมคุณภาพให้เป็นไปตามมาตรฐานอุตสาหกรรม โดยพื้นที่ผลิตในหลายอุตสาหกรรมต้องควบคุมความสะอาดของอากาศอย่างเข้มงวดตามมาตรฐาน ISO 14644
บทความนี้จะพาไปทำความเข้าใจว่า การวิเคราะห์ฝุ่นทำงานอย่างไร ใช้เครื่องมือแบบใด และเหตุใดการควบคุมอนุภาคจึงกลายเป็นหนึ่งในหัวใจของระบบควบคุมคุณภาพในโรงงานยุคใหม่
ทำไมตลาด Particle Analysis กำลังเติบโตอย่างรวดเร็ว
การควบคุมการปนเปื้อนของอนุภาคเป็นประเด็นสำคัญของอุตสาหกรรมขั้นสูง โดยเฉพาะการผลิตเซมิคอนดักเตอร์และอุปกรณ์อิเล็กทรอนิกส์ ซึ่งต้องใช้ห้องคลีนรูมที่ควบคุมอนุภาคอย่างเข้มงวด
ตามข้อมูลขององค์กรอุตสาหกรรมระดับโลก ตลาดบริการ Particle Analysis มีมูลค่ากว่าพันล้านดอลลาร์ และเติบโตเฉลี่ยราว 8–9% ต่อปี
การเติบโตนี้มีแรงขับหลักจากสามปัจจัย
กฎระเบียบด้านคุณภาพและความสะอาดในอุตสาหกรรม
การเติบโตของอุตสาหกรรม EV และ Semiconductor
เทคโนโลยีการตรวจวิเคราะห์ที่พัฒนาต่อเนื่อง เช่น AI และระบบตรวจวัดแบบเรียลไทม์
เมื่อสายการผลิตมีความซับซ้อนมากขึ้น การวิเคราะห์ฝุ่นจึงกลายเป็นส่วนหนึ่งของระบบควบคุมคุณภาพ ไม่ใช่เพียงการตรวจสอบสิ่งแวดล้อมทั่วไป
สถานการณ์ฝุ่นในประเทศไทย จาก PM2.5 สู่ฝุ่นในกระบวนการผลิต
ประเทศไทยเผชิญปัญหาฝุ่น PM2.5 อย่างต่อเนื่อง โดยข้อมูลจาก กรมควบคุมมลพิษ (PCD) ระบุว่าหลายพื้นที่ของประเทศมีค่าเฉลี่ย PM2.5 รายปีสูงกว่าแนวทางขององค์การอนามัยโลก ซึ่งกำหนดไว้ที่ 5 ไมโครกรัมต่อลูกบาศก์เมตร ตาม WHO Air Quality Guidelines
รายงานของกรมควบคุมมลพิษยังระบุว่าแหล่งกำเนิด PM2.5 ในประเทศไทยมาจากหลายภาคส่วน เช่น
การคมนาคมขนส่ง
การเผาในที่โล่ง
ภาคอุตสาหกรรม
การผลิตพลังงาน
แม้ข้อมูล PM2.5 มักถูกพูดถึงในบริบทด้านสุขภาพ แต่ในภาคการผลิต อนุภาคในกระบวนการผลิต (Process Particles) ก็เป็นความเสี่ยงสำคัญเช่นกัน
อนุภาคเหล่านี้อาจเกิดจากเศษโลหะจาก machining ผงพลาสติกจากกระบวนการ molding หรือฝุ่นจากการสึกหรอของเครื่องจักร ซึ่งสามารถส่งผลต่อคุณภาพของผลิตภัณฑ์ได้โดยตรง
ฝุ่นในสายการผลิตมีกี่ประเภทและต่างกันอย่างไร
ในอุตสาหกรรม การวิเคราะห์ฝุ่นแบ่งออกเป็นสองกลุ่มหลักตามแหล่งกำเนิดของอนุภาค ได้แก่ Airborne Particles และ Component Cleanliness ซึ่งต้องใช้วิธีการทดสอบและมาตรฐานอ้างอิงที่แตกต่างกัน
Airborne ParticlesComponent Cleanlinessลักษณะอนุภาคที่ลอยอยู่ในอากาศภายในพื้นที่ผลิตอนุภาคที่ติดอยู่บนพื้นผิวหรือในชิ้นส่วนแหล่งกำเนิดการเคลื่อนไหวของคน เครื่องจักร กระบวนการผลิตเศษโลหะ ผงพลาสติก ฝุ่นจากการสึกหรออุตสาหกรรมหลักSemiconductor, Medical Devices, CleanroomAutomotive, EV, ชิ้นส่วนความแม่นยำสูงมาตรฐานอ้างอิงISO 14644VDA 19 / ISO 16232เครื่องมือที่ใช้LPC, Optical MicroscopeSEM/EDX, Optical Microscope, ICALS รองรับ✓✓
เมื่อกระบวนการผลิตมีความซับซ้อนมากขึ้น การตรวจสอบฝุ่นจึงกลายเป็นส่วนหนึ่งของระบบควบคุมคุณภาพ ไม่ใช่เพียงการทดสอบเชิงสิ่งแวดล้อม
วิธีการวิเคราะห์ฝุ่นที่ใช้ในห้องปฏิบัติการ
การวิเคราะห์ฝุ่นในห้องปฏิบัติการใช้เครื่องมือหลายประเภทขึ้นอยู่กับลักษณะของอนุภาคและบริบทของกระบวนการผลิต ได้แก่
Optical Microscope
ใช้ตรวจสอบขนาด รูปร่าง และจำนวนอนุภาคบนตัวกรองหรือพื้นผิว SEM/EDX (Scanning Electron Microscope with Energy Dispersive X-ray)
วิเคราะห์โครงสร้างและองค์ประกอบทางเคมีของอนุภาคในระดับไมโคร LPC Particle Counter (Laser Particle Counter)
ใช้ตรวจวัดจำนวนอนุภาคในอากาศหรือของเหลวแบบเรียลไทม์ GC-MS (Gas Chromatography–Mass Spectrometry)
วิเคราะห์องค์ประกอบสารอินทรีย์ที่อาจเกี่ยวข้องกับอนุภาคหรือการปนเปื้อน Ion Chromatography (IC)
ใช้ตรวจสอบองค์ประกอบไอออนในฝุ่นหรือคราบตกค้าง มาตรฐานที่ใช้ในการวิเคราะห์ฝุ่นในอุตสาหกรรม การวิเคราะห์อนุภาคในภาคอุตสาหกรรมต้องอ้างอิงมาตรฐานที่ได้รับการยอมรับในระดับสากล เพื่อให้ผลการทดสอบสามารถใช้ในกระบวนการควบคุมคุณภาพและการตรวจสอบได้ มาตรฐานที่พบได้บ่อย ได้แก่ VDA 19 / ISO 16232 มาตรฐานการทดสอบความสะอาดของชิ้นส่วนยานยนต์ ISO 17025 มาตรฐานระบบคุณภาพของห้องปฏิบัติการทดสอบและสอบเทียบ ISO 14644 มาตรฐานห้องคลีนรูมและการควบคุมอนุภาคในอากาศ ASTM / EPA methods วิธีการทดสอบอนุภาคและสารปนเปื้อนตามมาตรฐานสหรัฐ IEC 60068 มาตรฐานทดสอบสภาพแวดล้อมของอุปกรณ์อิเล็กทรอนิกส์ การใช้มาตรฐานเหล่านี้ช่วยให้ผลการวิเคราะห์มีความน่าเชื่อถือและสามารถเปรียบเทียบกับข้อกำหนดของอุตสาหกรรมได้ การวิเคราะห์ฝุ่นใช้ในอุตสาหกรรมไหนบ้าง การควบคุมอนุภาคมีความสำคัญต่อหลายอุตสาหกรรม โดยเฉพาะสายการผลิตที่ต้องการความแม่นยำสูง อุตสาหกรรมที่ต้องใช้บริการวิเคราะห์ฝุ่นอย่างต่อเนื่อง ได้แก่ ยานยนต์และยานยนต์ไฟฟ้า (Automotive & EV) เซมิคอนดักเตอร์และอิเล็กทรอนิกส์ อุปกรณ์ทางการแพทย์ (Medical Devices) อากาศยานและการบิน (Aerospace) อาหารและยา (Food & Pharmaceutical) ในอุตสาหกรรมเหล่านี้ อนุภาคขนาดเล็กเพียงไม่กี่ไมครอนก็อาจส่งผลต่อความปลอดภัยหรือประสิทธิภาพของผลิตภัณฑ์ได้ เทคโนโลยีใหม่ที่กำลังเปลี่ยนอนาคตของการวิเคราะห์ฝุ่น การวิเคราะห์ฝุ่นในอุตสาหกรรมกำลังพัฒนาไปพร้อมกับเทคโนโลยีดิจิทัล โดยเฉพาะการใช้ AI และ IoT เพื่อตรวจจับอนุภาคในสายการผลิตได้รวดเร็วขึ้น เช่น การใช้ AI วิเคราะห์ภาพจากกล้องจุลทรรศน์ หรือเซนเซอร์ที่ตรวจวัดอนุภาคแบบต่อเนื่องและส่งข้อมูลเข้าสู่ระบบวิเคราะห์บนคลาวด์ แม้เทคโนโลยีเหล่านี้ช่วยให้ตรวจพบความผิดปกติได้เร็วขึ้น แต่การยืนยันผลอย่างเป็นทางการยังคงต้องอาศัยห้องปฏิบัติการที่ได้รับการรับรองตามมาตรฐาน ISO 17025 คำถามที่พบบ่อยเกี่ยวกับการวิเคราะห์ฝุ่น PM2.5 กับการวิเคราะห์ฝุ่นในโรงงานเหมือนกันหรือไม่ PM2.5 เป็นตัวชี้วัดคุณภาพอากาศด้านสิ่งแวดล้อม ขณะที่การวิเคราะห์ฝุ่นในโรงงานมุ่งตรวจสอบอนุภาคที่อาจส่งผลต่อกระบวนการผลิตหรือคุณภาพผลิตภัณฑ์ ควรตรวจสอบฝุ่นในโรงงานบ่อยแค่ไหน ความถี่ในการตรวจสอบขึ้นอยู่กับประเภทอุตสาหกรรมและมาตรฐานที่ใช้อ้างอิง โดย ISO 14644-2 กำหนดให้ตรวจสอบอย่างน้อยทุก 6–12 เดือนตามระดับ ISO Class ของพื้นที่ผลิต ส่วนบางอุตสาหกรรมอาจกำหนดความถี่ตามรอบการผลิตหรือข้อกำหนดเฉพาะของลูกค้า การวิเคราะห์ฝุ่นใช้เวลานานเท่าใด ระยะเวลาขึ้นอยู่กับวิธีการทดสอบ ตัวอย่างเช่น การตรวจวัดอนุภาคด้วย LPC อาจใช้เวลาประมาณ 1–2 วันทำการ การวิเคราะห์องค์ประกอบอนุภาคด้วย SEM/EDX มักใช้เวลาประมาณ 3–5 วันทำการ ในยุคที่มาตรฐานการผลิตมีความเข้มงวดมากขึ้น การมองเห็นและควบคุมอนุภาคในกระบวนการผลิตจึงกลายเป็นส่วนหนึ่งของระบบบริหารคุณภาพของโรงงาน การวิเคราะห์ฝุ่นไม่ได้เป็นเพียงการทดสอบเชิงเทคนิค แต่เป็นเครื่องมือสำคัญที่ช่วยให้ผู้ผลิตเข้าใจความเสี่ยงของกระบวนการผลิต และรักษามาตรฐานของผลิตภัณฑ์ในระดับสากลได้อย่างต่อเนื่อง หากต้องการวิเคราะห์ฝุ่นหรือตรวจสอบอนุภาคในกระบวนการผลิต ALS Testing Services (Thailand) พร้อมให้บริการด้วยห้องปฏิบัติการที่ได้รับการรับรองมาตรฐาน ISO/IEC 17025
อ่านเพิ่มเติมใช้ตรวจสอบขนาด รูปร่าง และจำนวนอนุภาคบนตัวกรองหรือพื้นผิว SEM/EDX (Scanning Electron Microscope with Energy Dispersive X-ray)
วิเคราะห์โครงสร้างและองค์ประกอบทางเคมีของอนุภาคในระดับไมโคร LPC Particle Counter (Laser Particle Counter)
ใช้ตรวจวัดจำนวนอนุภาคในอากาศหรือของเหลวแบบเรียลไทม์ GC-MS (Gas Chromatography–Mass Spectrometry)
วิเคราะห์องค์ประกอบสารอินทรีย์ที่อาจเกี่ยวข้องกับอนุภาคหรือการปนเปื้อน Ion Chromatography (IC)
ใช้ตรวจสอบองค์ประกอบไอออนในฝุ่นหรือคราบตกค้าง มาตรฐานที่ใช้ในการวิเคราะห์ฝุ่นในอุตสาหกรรม การวิเคราะห์อนุภาคในภาคอุตสาหกรรมต้องอ้างอิงมาตรฐานที่ได้รับการยอมรับในระดับสากล เพื่อให้ผลการทดสอบสามารถใช้ในกระบวนการควบคุมคุณภาพและการตรวจสอบได้ มาตรฐานที่พบได้บ่อย ได้แก่ VDA 19 / ISO 16232 มาตรฐานการทดสอบความสะอาดของชิ้นส่วนยานยนต์ ISO 17025 มาตรฐานระบบคุณภาพของห้องปฏิบัติการทดสอบและสอบเทียบ ISO 14644 มาตรฐานห้องคลีนรูมและการควบคุมอนุภาคในอากาศ ASTM / EPA methods วิธีการทดสอบอนุภาคและสารปนเปื้อนตามมาตรฐานสหรัฐ IEC 60068 มาตรฐานทดสอบสภาพแวดล้อมของอุปกรณ์อิเล็กทรอนิกส์ การใช้มาตรฐานเหล่านี้ช่วยให้ผลการวิเคราะห์มีความน่าเชื่อถือและสามารถเปรียบเทียบกับข้อกำหนดของอุตสาหกรรมได้ การวิเคราะห์ฝุ่นใช้ในอุตสาหกรรมไหนบ้าง การควบคุมอนุภาคมีความสำคัญต่อหลายอุตสาหกรรม โดยเฉพาะสายการผลิตที่ต้องการความแม่นยำสูง อุตสาหกรรมที่ต้องใช้บริการวิเคราะห์ฝุ่นอย่างต่อเนื่อง ได้แก่ ยานยนต์และยานยนต์ไฟฟ้า (Automotive & EV) เซมิคอนดักเตอร์และอิเล็กทรอนิกส์ อุปกรณ์ทางการแพทย์ (Medical Devices) อากาศยานและการบิน (Aerospace) อาหารและยา (Food & Pharmaceutical) ในอุตสาหกรรมเหล่านี้ อนุภาคขนาดเล็กเพียงไม่กี่ไมครอนก็อาจส่งผลต่อความปลอดภัยหรือประสิทธิภาพของผลิตภัณฑ์ได้ เทคโนโลยีใหม่ที่กำลังเปลี่ยนอนาคตของการวิเคราะห์ฝุ่น การวิเคราะห์ฝุ่นในอุตสาหกรรมกำลังพัฒนาไปพร้อมกับเทคโนโลยีดิจิทัล โดยเฉพาะการใช้ AI และ IoT เพื่อตรวจจับอนุภาคในสายการผลิตได้รวดเร็วขึ้น เช่น การใช้ AI วิเคราะห์ภาพจากกล้องจุลทรรศน์ หรือเซนเซอร์ที่ตรวจวัดอนุภาคแบบต่อเนื่องและส่งข้อมูลเข้าสู่ระบบวิเคราะห์บนคลาวด์ แม้เทคโนโลยีเหล่านี้ช่วยให้ตรวจพบความผิดปกติได้เร็วขึ้น แต่การยืนยันผลอย่างเป็นทางการยังคงต้องอาศัยห้องปฏิบัติการที่ได้รับการรับรองตามมาตรฐาน ISO 17025 คำถามที่พบบ่อยเกี่ยวกับการวิเคราะห์ฝุ่น PM2.5 กับการวิเคราะห์ฝุ่นในโรงงานเหมือนกันหรือไม่ PM2.5 เป็นตัวชี้วัดคุณภาพอากาศด้านสิ่งแวดล้อม ขณะที่การวิเคราะห์ฝุ่นในโรงงานมุ่งตรวจสอบอนุภาคที่อาจส่งผลต่อกระบวนการผลิตหรือคุณภาพผลิตภัณฑ์ ควรตรวจสอบฝุ่นในโรงงานบ่อยแค่ไหน ความถี่ในการตรวจสอบขึ้นอยู่กับประเภทอุตสาหกรรมและมาตรฐานที่ใช้อ้างอิง โดย ISO 14644-2 กำหนดให้ตรวจสอบอย่างน้อยทุก 6–12 เดือนตามระดับ ISO Class ของพื้นที่ผลิต ส่วนบางอุตสาหกรรมอาจกำหนดความถี่ตามรอบการผลิตหรือข้อกำหนดเฉพาะของลูกค้า การวิเคราะห์ฝุ่นใช้เวลานานเท่าใด ระยะเวลาขึ้นอยู่กับวิธีการทดสอบ ตัวอย่างเช่น การตรวจวัดอนุภาคด้วย LPC อาจใช้เวลาประมาณ 1–2 วันทำการ การวิเคราะห์องค์ประกอบอนุภาคด้วย SEM/EDX มักใช้เวลาประมาณ 3–5 วันทำการ ในยุคที่มาตรฐานการผลิตมีความเข้มงวดมากขึ้น การมองเห็นและควบคุมอนุภาคในกระบวนการผลิตจึงกลายเป็นส่วนหนึ่งของระบบบริหารคุณภาพของโรงงาน การวิเคราะห์ฝุ่นไม่ได้เป็นเพียงการทดสอบเชิงเทคนิค แต่เป็นเครื่องมือสำคัญที่ช่วยให้ผู้ผลิตเข้าใจความเสี่ยงของกระบวนการผลิต และรักษามาตรฐานของผลิตภัณฑ์ในระดับสากลได้อย่างต่อเนื่อง หากต้องการวิเคราะห์ฝุ่นหรือตรวจสอบอนุภาคในกระบวนการผลิต ALS Testing Services (Thailand) พร้อมให้บริการด้วยห้องปฏิบัติการที่ได้รับการรับรองมาตรฐาน ISO/IEC 17025
มีนาคม 12, 2026
ในงานอุตสาหกรรมและงานก่อสร้างยุคปัจจุบัน ความสำคัญของการควบคุมคุณภาพไม่ได้หมายถึงการตรวจสอบเมื่อเกิดปัญหาแล้วเท่านั้น แต่ที่ถูกต้องและเหมาะสมคือการลดความเสี่ยงตั้งแต่ต้นทาง เพราะมีการเลือกวัสดุที่ถูกต้องตั้งแต่แรก ซึ่งช่วยลดต้นทุน ความเสียหาย และความไม่แน่นอนในระยะยาว
หนึ่งในเครื่องมือที่อุตสาหกรรมเลือกใช้ คือ การทดสอบ FT-IR (Fourier Transform Infrared Spectroscopy) ซึ่งทำหน้าที่สำคัญในฐานะ QC ขั้นต้น
การทดสอบ FT-IR เป็นเทคนิควิเคราะห์ที่ใช้ตรวจสอบโครงสร้างทางเคมีของวัสดุ โดยอาศัยการดูดกลืนแสงอินฟราเรดในช่วงต่าง ๆ ซึ่งให้รายละเอียดทางทางเคมีของสารนั้น ผลการทดสอบช่วยระบุได้ว่าวัสดุเป็นสารชนิดใด ประกอบด้วยหมู่เคมีอะไร และมีการเปลี่ยนแปลงทางเคมีเกิดขึ้นหรือไม่
ในมุมของการควบคุมคุณภาพ FT-IR ไม่ได้ถูกออกแบบมาเพื่อวัดความแข็งแรงหรือการรับน้ำหนักของโครงสร้าง แต่ถูกใช้เพื่อยืนยันว่าวัสดุหรือสารที่นำมาใช้งานนั้นเป็นสิ่งที่ควรจะเป็นตั้งแต่ต้นทาง
บทบาทของการทดสอบ FT-IR ในฐานะการ QC ขั้นต้น
1.ยืนยันตัวตนของวัสดุตั้งแต่ต้นทาง
FT-IR ใช้ตรวจสอบว่าวัสดุหรือสารที่ได้รับมาเป็นชนิดเดียวกับที่ระบุไว้ในสเปกหรือไม่ เช่น เป็น epoxy polyurethane silicone หรือโพลิเมอร์ชนิดอื่นจริงหรือไม่ ช่วยป้องกันการใช้วัสดุผิดประเภทตั้งแต่ก่อนนำไปใช้งาน
2.กรองความถูกต้องก่อนเข้าสู่การทดสอบขั้นลึก
การทดสอบเชิงกลหรือการทดสอบด้านความปลอดภัยมีต้นทุนสูงและใช้เวลานาน FT-IR ทำหน้าที่เป็นด่านแรก เพื่อคัดเฉพาะวัสดุที่ผ่านความถูกต้องในเชิงเคมี แล้วเท่านั้นไปสู่การทดสอบขั้นถัดไป
3.ตรวจสอบความสม่ำเสมอของคุณภาพระหว่าง lot การผลิต
แม้จะเป็นวัสดุชนิดเดียวกัน แต่คุณภาพอาจเปลี่ยนไปตาม lot การผลิต ซึ่ง FT-IR ช่วยเปรียบเทียบโครงสร้างทางเคมีระหว่าง lot เพื่อควบคุมคุณภาพให้คงที่ตลอดโครงการ
4.ตรวจพบการเปลี่ยนสูตรหรือการผสมสารที่ไม่เหมาะสม
หากมีการเปลี่ยนวัตถุดิบ ลดสัดส่วนสารสำคัญ หรือใช้สูตรที่ไม่ตรงตามที่ตกลงไว้ FT-IR จะช่วยชี้ความแตกต่างของโครงสร้างทางเคมีได้อย่างชัดเจน
5.ประเมินสภาพวัสดุในเชิงเคมี ไม่ใช่แค่ชนิด
FT-IR ไม่ได้บอกแค่ว่าวัสดุคืออะไร แต่ยังสะท้อนสภาพของวัสดุ เช่น การเสื่อมจากความร้อน แสง UV หรือการเกิดออกซิเดชัน ซึ่งเป็นสัญญาณเตือนก่อนวัสดุจะล้มเหลวในการใช้งานจริง
6.ลดความเสี่ยงจากการตัดสินใจด้วยรูปลักษณ์ภายนอก
วัสดุหลายชนิดมีลักษณะภายนอกใกล้เคียงกันมาก การใช้ FT-IR ช่วยลดการพึ่งพาประสบการณ์หรือการมองด้วยตาเปล่า ทำให้การตัดสินใจมีหลักฐานเชิงวิทยาศาสตร์รองรับ
7.ช่วยลดต้นทุนความเสียหายในระยะยาว
การตรวจพบวัสดุผิดชนิดหรือเสื่อมสภาพตั้งแต่ QC ขั้นต้น ช่วยลดความเสี่ยงของงานเสีย งานแก้ไขซ้ำ หรือความเสียหายที่เกิดขึ้นหลังติดตั้ง ซึ่งมักมีต้นทุนสูงกว่าหลายเท่า
8.เพิ่มความน่าเชื่อถือให้ระบบควบคุมคุณภาพ
ผล FT-IR เป็นข้อมูลที่ตรวจสอบย้อนกลับได้ สามารถใช้เป็นหลักฐานเชิงเทคนิคในกรณีเกิดข้อโต้แย้งด้านคุณภาพ หรือใช้สนับสนุนการตัดสินใจของทีมวิศวกรรมและผู้บริหาร
9.ทำงานรวดเร็วและไม่กระทบกระบวนการผลิต
FT-IR ใช้เวลาทดสอบไม่นาน ไม่จำเป็นต้องทำลายชิ้นงานมาก และไม่รบกวนไลน์ผลิต จึงเหมาะกับการสุ่มตรวจและการตรวจรับวัสดุในงานจริง
10.ทำหน้าที่เป็นด่านแรกของความถูกต้อง ไม่ใช่คำตอบสุดท้าย
บทบาทของ FT-IR คือการคัดกรองและยืนยันความเหมาะสมในเชิงเคมี ไม่ได้ใช้แทนการทดสอบความแข็งแรงหรือความปลอดภัยของโครงสร้าง แต่ช่วยให้การทดสอบขั้นต่อไปมีความแม่นยำและคุ้มค่ามากขึ้น ข้อจำกัดของการใช้ FT-IR ทดสอบคุณภาพอุตสาหกรรมก่อสร้างในยุคปัจจุบัน แม้ FT-IR จะมีบทบาทสำคัญ แต่ต้องเข้าใจขอบเขตการใช้งานอย่างถูกต้อง การทดสอบนี้ไม่สามารถใช้แทนการตรวจสอบความแข็งแรงของโครงสร้าง การตรวจหารอยร้าว หรือการประเมินความปลอดภัยเชิงวิศวกรรมได้ งานเหล่านี้ยังคงต้องอาศัยการทดสอบทางกลและการตรวจแบบไม่ทำลายเฉพาะทาง วัสดุที่นิยมใช้ทดสอบ FT-IR เป็น QC ขั้นต้น FT-IR ถูกใช้จริงกับวัสดุก่อสร้างและวัสดุอุตสาหกรรมหลายประเภท โดยเฉพาะกลุ่มที่มีองค์ประกอบทางเคมีชัดเจน เช่น สีเคลือบผิวและสารกันสนิม กาวและซีลแลนต์สำหรับงานก่อสร้าง วัสดุโพลิเมอร์ ยาง และชิ้นส่วนดูดซับแรง วัสดุฉนวน โฟม และพลาสติกชนิดต่าง ๆ วัสดุเหล่านี้อาจมีลักษณะภายนอกคล้ายกันมาก แต่โครงสร้างทางเคมีและคุณภาพการใช้งานแตกต่างกันอย่างมีนัยสำคัญ การใช้ FT-IR ช่วยลดความเสี่ยงจากการตัดสินใจโดยอาศัยเพียงรูปลักษณ์ภายนอก การทดสอบ FT-IR กับ Alstesting เพื่อยกระดับระบบ QC ตั้งแต่ต้นทาง การทดสอบ FT-IR ในฐานะ QC ขั้นต้น ทำหน้าที่เป็นด่านแรกของความถูกต้องที่ช่วยยืนยันว่าวัสดุที่นำมาใช้งานนั้นถูกชนิด ตรงสเปก และอยู่ในสภาพที่เหมาะสมในเชิงเคมี ก่อนจะเข้าสู่การทดสอบขั้นลึกหรือการใช้งานจริง บทบาทสำคัญของ FT-IR จึงไม่ใช่การตัดสินขั้นสุดท้ายด้านความแข็งแรง แต่คือการลดความเสี่ยงจากความผิดพลาดตั้งแต่ต้นทาง ซึ่งมักเป็นจุดที่แก้ไขได้ยากและมีต้นทุนสูงที่สุด ในงานอุตสาหกรรมและงานก่อสร้างที่มีความซับซ้อน วัสดุที่ผิดชนิดหรือเสื่อมสภาพมักไม่แสดงปัญหาทันที แต่จะสะสมและส่งผลในระยะยาว การมี FT-IR เป็นส่วนหนึ่งของระบบ QC ช่วยเปลี่ยนแนวคิดจากการแก้ไขปัญหาภายหลัง มาเป็นการป้องกันเชิงระบบตั้งแต่ก่อนเริ่มใช้งานจริง ทำให้การตัดสินใจรับ ใช้ หรือปฏิเสธวัสดุมีหลักฐานเชิงวิทยาศาสตร์รองรับอย่างชัดเจน การทดสอบ FT-IR โดย ALS Testing ซึ่งเป็นห้องปฏิบัติการทดสอบระดับสากลในประเทศไทย ช่วยเสริมความมั่นใจให้ระบบ QC ตั้งแต่ขั้นต้น ผลการทดสอบสามารถนำไปใช้เป็นฐานข้อมูลสำหรับการวางแผนทดสอบขั้นถัดไป การบริหารความเสี่ยงด้านคุณภาพ และการสื่อสารเชิงเทคนิคกับทุกฝ่ายที่เกี่ยวข้อง เมื่อ QC ขั้นต้นมีความแม่นยำ กระบวนการทั้งหมดที่ตามมาจึงทำงานได้อย่างมีประสิทธิภาพและคุ้มค่ามากขึ้น
อ่านเพิ่มเติมFT-IR ใช้ตรวจสอบว่าวัสดุหรือสารที่ได้รับมาเป็นชนิดเดียวกับที่ระบุไว้ในสเปกหรือไม่ เช่น เป็น epoxy polyurethane silicone หรือโพลิเมอร์ชนิดอื่นจริงหรือไม่ ช่วยป้องกันการใช้วัสดุผิดประเภทตั้งแต่ก่อนนำไปใช้งาน
2.กรองความถูกต้องก่อนเข้าสู่การทดสอบขั้นลึก
การทดสอบเชิงกลหรือการทดสอบด้านความปลอดภัยมีต้นทุนสูงและใช้เวลานาน FT-IR ทำหน้าที่เป็นด่านแรก เพื่อคัดเฉพาะวัสดุที่ผ่านความถูกต้องในเชิงเคมี แล้วเท่านั้นไปสู่การทดสอบขั้นถัดไป
3.ตรวจสอบความสม่ำเสมอของคุณภาพระหว่าง lot การผลิต
แม้จะเป็นวัสดุชนิดเดียวกัน แต่คุณภาพอาจเปลี่ยนไปตาม lot การผลิต ซึ่ง FT-IR ช่วยเปรียบเทียบโครงสร้างทางเคมีระหว่าง lot เพื่อควบคุมคุณภาพให้คงที่ตลอดโครงการ
4.ตรวจพบการเปลี่ยนสูตรหรือการผสมสารที่ไม่เหมาะสม
หากมีการเปลี่ยนวัตถุดิบ ลดสัดส่วนสารสำคัญ หรือใช้สูตรที่ไม่ตรงตามที่ตกลงไว้ FT-IR จะช่วยชี้ความแตกต่างของโครงสร้างทางเคมีได้อย่างชัดเจน
5.ประเมินสภาพวัสดุในเชิงเคมี ไม่ใช่แค่ชนิด
FT-IR ไม่ได้บอกแค่ว่าวัสดุคืออะไร แต่ยังสะท้อนสภาพของวัสดุ เช่น การเสื่อมจากความร้อน แสง UV หรือการเกิดออกซิเดชัน ซึ่งเป็นสัญญาณเตือนก่อนวัสดุจะล้มเหลวในการใช้งานจริง
6.ลดความเสี่ยงจากการตัดสินใจด้วยรูปลักษณ์ภายนอก
วัสดุหลายชนิดมีลักษณะภายนอกใกล้เคียงกันมาก การใช้ FT-IR ช่วยลดการพึ่งพาประสบการณ์หรือการมองด้วยตาเปล่า ทำให้การตัดสินใจมีหลักฐานเชิงวิทยาศาสตร์รองรับ
7.ช่วยลดต้นทุนความเสียหายในระยะยาว
การตรวจพบวัสดุผิดชนิดหรือเสื่อมสภาพตั้งแต่ QC ขั้นต้น ช่วยลดความเสี่ยงของงานเสีย งานแก้ไขซ้ำ หรือความเสียหายที่เกิดขึ้นหลังติดตั้ง ซึ่งมักมีต้นทุนสูงกว่าหลายเท่า
8.เพิ่มความน่าเชื่อถือให้ระบบควบคุมคุณภาพ
ผล FT-IR เป็นข้อมูลที่ตรวจสอบย้อนกลับได้ สามารถใช้เป็นหลักฐานเชิงเทคนิคในกรณีเกิดข้อโต้แย้งด้านคุณภาพ หรือใช้สนับสนุนการตัดสินใจของทีมวิศวกรรมและผู้บริหาร
9.ทำงานรวดเร็วและไม่กระทบกระบวนการผลิต
FT-IR ใช้เวลาทดสอบไม่นาน ไม่จำเป็นต้องทำลายชิ้นงานมาก และไม่รบกวนไลน์ผลิต จึงเหมาะกับการสุ่มตรวจและการตรวจรับวัสดุในงานจริง
10.ทำหน้าที่เป็นด่านแรกของความถูกต้อง ไม่ใช่คำตอบสุดท้าย
บทบาทของ FT-IR คือการคัดกรองและยืนยันความเหมาะสมในเชิงเคมี ไม่ได้ใช้แทนการทดสอบความแข็งแรงหรือความปลอดภัยของโครงสร้าง แต่ช่วยให้การทดสอบขั้นต่อไปมีความแม่นยำและคุ้มค่ามากขึ้น ข้อจำกัดของการใช้ FT-IR ทดสอบคุณภาพอุตสาหกรรมก่อสร้างในยุคปัจจุบัน แม้ FT-IR จะมีบทบาทสำคัญ แต่ต้องเข้าใจขอบเขตการใช้งานอย่างถูกต้อง การทดสอบนี้ไม่สามารถใช้แทนการตรวจสอบความแข็งแรงของโครงสร้าง การตรวจหารอยร้าว หรือการประเมินความปลอดภัยเชิงวิศวกรรมได้ งานเหล่านี้ยังคงต้องอาศัยการทดสอบทางกลและการตรวจแบบไม่ทำลายเฉพาะทาง วัสดุที่นิยมใช้ทดสอบ FT-IR เป็น QC ขั้นต้น FT-IR ถูกใช้จริงกับวัสดุก่อสร้างและวัสดุอุตสาหกรรมหลายประเภท โดยเฉพาะกลุ่มที่มีองค์ประกอบทางเคมีชัดเจน เช่น สีเคลือบผิวและสารกันสนิม กาวและซีลแลนต์สำหรับงานก่อสร้าง วัสดุโพลิเมอร์ ยาง และชิ้นส่วนดูดซับแรง วัสดุฉนวน โฟม และพลาสติกชนิดต่าง ๆ วัสดุเหล่านี้อาจมีลักษณะภายนอกคล้ายกันมาก แต่โครงสร้างทางเคมีและคุณภาพการใช้งานแตกต่างกันอย่างมีนัยสำคัญ การใช้ FT-IR ช่วยลดความเสี่ยงจากการตัดสินใจโดยอาศัยเพียงรูปลักษณ์ภายนอก การทดสอบ FT-IR กับ Alstesting เพื่อยกระดับระบบ QC ตั้งแต่ต้นทาง การทดสอบ FT-IR ในฐานะ QC ขั้นต้น ทำหน้าที่เป็นด่านแรกของความถูกต้องที่ช่วยยืนยันว่าวัสดุที่นำมาใช้งานนั้นถูกชนิด ตรงสเปก และอยู่ในสภาพที่เหมาะสมในเชิงเคมี ก่อนจะเข้าสู่การทดสอบขั้นลึกหรือการใช้งานจริง บทบาทสำคัญของ FT-IR จึงไม่ใช่การตัดสินขั้นสุดท้ายด้านความแข็งแรง แต่คือการลดความเสี่ยงจากความผิดพลาดตั้งแต่ต้นทาง ซึ่งมักเป็นจุดที่แก้ไขได้ยากและมีต้นทุนสูงที่สุด ในงานอุตสาหกรรมและงานก่อสร้างที่มีความซับซ้อน วัสดุที่ผิดชนิดหรือเสื่อมสภาพมักไม่แสดงปัญหาทันที แต่จะสะสมและส่งผลในระยะยาว การมี FT-IR เป็นส่วนหนึ่งของระบบ QC ช่วยเปลี่ยนแนวคิดจากการแก้ไขปัญหาภายหลัง มาเป็นการป้องกันเชิงระบบตั้งแต่ก่อนเริ่มใช้งานจริง ทำให้การตัดสินใจรับ ใช้ หรือปฏิเสธวัสดุมีหลักฐานเชิงวิทยาศาสตร์รองรับอย่างชัดเจน การทดสอบ FT-IR โดย ALS Testing ซึ่งเป็นห้องปฏิบัติการทดสอบระดับสากลในประเทศไทย ช่วยเสริมความมั่นใจให้ระบบ QC ตั้งแต่ขั้นต้น ผลการทดสอบสามารถนำไปใช้เป็นฐานข้อมูลสำหรับการวางแผนทดสอบขั้นถัดไป การบริหารความเสี่ยงด้านคุณภาพ และการสื่อสารเชิงเทคนิคกับทุกฝ่ายที่เกี่ยวข้อง เมื่อ QC ขั้นต้นมีความแม่นยำ กระบวนการทั้งหมดที่ตามมาจึงทำงานได้อย่างมีประสิทธิภาพและคุ้มค่ามากขึ้น
มีนาคม 12, 2026
ท่ามกลางสถานการฝุ่นและมลพิษจำนวนมากในปัจจุบัน ทำให้ประเด็นด้านสุขภาพของพนักงานในโรงงานอุตสาหกรรมได้รับความสนใจมากขึ้น ทั้งจากตัวพนักงานเอง ผู้ประกอบการ หรือแม้แต่คนทั่วไป ซึ่งส่งผลให้ข้อกำหนดด้านกฎหมายหรือมาตรฐานความปลอดภัยมีความเข้มข้นขึ้น เพราะประเด็นเรื่อง อากาศ ฝุ่น และสารที่มองไม่เห็นเป็นสิ่งที่กระทบต่อสุขภาพ
ในหลายกระบวนการผลิต อันตรายไม่ได้อยู่ในรูปของอุบัติเหตุที่เห็นชัดเสมอไป แต่แฝงอยู่ในรูปของสารระเหยจากตัวทำละลาย สี หรือกาว ฝุ่นและอนุภาคจากการขัด เจียร ตัด หรือการเสียดสีของชิ้นส่วน ไปจนถึงคราบหรือผงปนเปื้อนที่สะสมในพื้นที่ทำงาน แม้สิ่งเหล่านี้จะไม่ก่อให้เกิดอาการรุนแรงในทันที แต่การสัมผัสสะสมเป็นเวลานานอาจส่งผลต่อระบบทางเดินหายใจ ระบบประสาท หรือสุขภาพโดยรวมของพนักงาน โรงงานที่ต้องการพัฒนาอย่างยั่งยืนจึงจำเป็นต้องมีเครื่องมือที่ช่วยมองเห็นความเสี่ยง เหล่านี้อย่างเป็นรูปธรรม
การพัฒนาโรงงานในปัจจุบันจึงไม่ได้หยุดอยู่แค่การเพิ่มประสิทธิภาพการผลิต แต่ต้องรวมถึงการสร้างพื้นที่ทำงานที่ปลอดภัยและน่าเชื่อถือ การนำการทดสอบ VOCs และ FT-IR มาใช้ร่วมกัน จึงกลายเป็นเครื่องมือสำคัญที่ช่วยยกระดับการจัดการด้านสุขภาพพนักงานอย่างเป็นระบบ
บทบาทของการทดสอบ VOCs และ FT-IR ในการพัฒนาโรงงาน
การทดสอบ VOCs (Volatile Organic Compounds) คือกระบวนการตรวจวัดและวิเคราะห์ปริมาณของสารอินทรีย์ระเหยง่ายที่ปะปนอยู่ในอากาศภายในพื้นที่ทำงาน เช่น โรงงานอุตสาหกรรม ห้องผลิต หรือพื้นที่ปิดที่มีการใช้สารเคมี โดยมีเป้าหมายหลักเพื่อประเมินความเสี่ยงต่อสุขภาพของผู้ที่อยู่ในพื้นที่นั้น
มีบทบาทสำคัญในการประเมินคุณภาพอากาศภายในโรงงาน โดยมุ่งตรวจสอบสารอินทรีย์ระเหยง่ายที่อาจปะปนอยู่ในอากาศ ซึ่งมักเกิดจากกระบวนการผลิตที่ใช้สารเคมี ซึ่งผลการทดสอบ VOCs มีประโยชน์ต่อโรงงาน ดังนี้
ทราบว่าพื้นที่ใดมีความเสี่ยงต่อการสูดดมสารระเหย
เห็นช่วงเวลาที่ค่าการปนเปื้อนสูงกว่าปกติ
วางแผนปรับปรุงการระบายอากาศหรือการจัดการกระบวนการได้ตรงจุด
ที่สำคัญ การมีข้อมูลเชิงตัวเลขจากการทดสอบ VOCs ช่วยลดความคลุมเครือและความกังวลของพนักงาน เพราะโรงงานสามารถอธิบายได้อย่างชัดเจนว่าสภาพอากาศอยู่ในระดับใด และมีการควบคุมอย่างไร
FT-IR (Fourier Transform Infrared Spectroscopy) คือเทคนิคการวิเคราะห์ที่ใช้แสงอินฟราเรดเพื่อตรวจสอบโครงสร้างทางเคมีของสาร โดยอาศัยหลักการที่ว่า สารแต่ละชนิดจะดูดกลืนแสงอินฟราเรดในช่วงความถี่ที่แตกต่างกัน ผลลัพธ์ที่ได้จะปรากฏในรูปของกราฟหรือสเปกตรัม ด้วยคุณสมบัตินี้ FT-IR จึงถูกใช้ เพื่อระบุชนิดของสารหรือวัสดุได้อย่างแม่นยำ แม้เป็นตัวอย่างปริมาณเล็กน้อย หรือเป็นฝุ่นและคราบที่มองไม่เห็นด้วยตาเปล่า ทำให้สามารถระบุชนิดของวัสดุหรือสารปนเปื้อนได้อย่างแม่นยำ ไม่ว่าจะเป็นพลาสติก ยาง เรซิน เส้นใย หรือสารเคมีบางชนิด การรู้ตัวตนของฝุ่นเหล่านี้ช่วยให้โรงงาน
วิเคราะห์สาเหตุของการปนเปื้อนได้ตรงจุด
ปรับกระบวนการผลิตหรือเลือกวัสดุที่เหมาะสมกว่า
ลดปัญหาคุณภาพสินค้าและของเสียจากการผลิต
การทดสอบทั้งสองประเภททำหน้าที่เสริมกันอย่างชัดเจน เพราะขณะที่ VOCs มุ่งเน้นเรื่องอากาศ การทดสอบ FT-IR จะช่วยให้ทราบว่าฝุ่นหรือคราบที่พบในพื้นที่ทำงานนั้นคืออะไร
เมื่อใช้ร่วมกัน โรงงานจะได้ข้อมูลที่ครอบคลุมทั้งมิติสุขภาพและมิติคุณภาพการผลิต สามารถนำผลไปใช้ดูแลความปลอดภัยของอากาศที่พนักงานหายใจเข้าและทำความเข้าใจฝุ่นและการปนเปื้อนที่สัมผัสกับพื้นที่และกระบวนการผลิต
ประโยชน์ต่อโรงงานในระยะยาวจากการทดสอบ VOCs และ FT-IR
การพัฒนาโรงงานด้วยการทดสอบ VOCs และ FT-IR ไม่ได้ให้ประโยชน์เฉพาะด้านสุขภาพของพนักงานเท่านั้น หากแต่ส่งผลเชิงบวกต่อระบบการผลิตและการบริหารจัดการในภาพรวมอย่างต่อเนื่อง ดังนี้
คุณภาพการผลิต การรู้ที่มาของสารระเหยและฝุ่นปนเปื้อนอย่างชัดเจน ช่วยให้โรงงานสามารถควบคุมกระบวนการได้แม่นยำขึ้น ปัญหางานเสียที่เกิดจากฝุ่นหรือคราบแปลกปลอมลดลง ความสม่ำเสมอของสินค้าในแต่ละล็อตจึงสูงขึ้น ซึ่งส่งผลโดยตรงต่อความเชื่อมั่นของลูกค้าและคู่ค้าในระยะยาว
ต้นทุนการดำเนินงาน การแก้ไขปัญหาจากข้อมูลการทดสอบที่ชัดเจน ช่วยลดการแก้งานซ้ำ การหยุดไลน์ผลิตโดยไม่จำเป็น และการสูญเสียวัตถุดิบจากความผิดพลาดที่ไม่ทราบสาเหตุ โรงงานจึงสามารถบริหารต้นทุนได้อย่างมีประสิทธิภาพมากขึ้น แทนที่จะใช้วิธีลองผิดลองถูกหรือแก้ปัญหาเฉพาะหน้า
ทรัพยากรบุคคล การที่พนักงานเห็นว่าโรงงานมีการตรวจสอบคุณภาพอากาศและสิ่งแวดล้อมการทำงานอย่างจริงจัง ช่วยสร้างความรู้สึกปลอดภัยและความไว้วางใจต่อองค์กร พนักงานเข้าใจว่าความปลอดภัยของตนเองไม่ได้ถูกมองเป็นภาระ แต่เป็นส่วนหนึ่งของการพัฒนาโรงงาน ความผูกพันกับองค์กรจึงเพิ่มขึ้น ลดปัญหาการร้องเรียน ความตึงเครียด และอัตราการลาออกในระยะยาว
การตรวจประเมินและความน่าเชื่อถือขององค์กร ผลการทดสอบ VOCs และ FT-IR ยังสามารถใช้เป็นหลักฐานเชิงวิชาการที่แสดงถึงการควบคุมความเสี่ยงอย่างเป็นระบบ ไม่ว่าจะเป็นการตรวจจากหน่วยงานกำกับดูแล การตรวจด้านความปลอดภัย อาชีวอนามัย หรือการประเมินจากลูกค้าและคู่ค้าทางธุรกิจ โรงงานจึงมีความพร้อมมากขึ้น และสามารถอธิบายแนวทางการจัดการได้อย่างมีเหตุผล
การทดสอบ VOCs และ FT-IR จึงเป็นการสร้างรากฐานของพื้นที่ทำงานที่ปลอดภัย น่าเชื่อถือ และพร้อมพัฒนาอย่างต่อเนื่อง ซึ่งเป็นองค์ประกอบสำคัญของความยั่งยืนในภาคอุตสาหกรรมยุคปัจจุบัน
พัฒนาคุณภาพการทำงานด้วยการรักษาสุขภาพพนักงานผ่านการตรวจ VOCs และ FT-IR โดย Alstesting
การพัฒนาโรงงานให้ปลอดภัยต่อสุขภาพพนักงาน ไม่ใช่การตรวจเพียงครั้งเดียวเพื่อให้ผ่านเกณฑ์ แต่คือกระบวนการต่อเนื่องที่ต้องอาศัยข้อมูลที่เชื่อถือได้เป็นฐานคิด การนำการทดสอบ VOCs และ FT-IR มาใช้ควบคู่กัน ช่วยให้ความเสี่ยงที่มองไม่เห็นถูกแปลงเป็นข้อมูลที่โรงงานสามารถนำไปตัดสินใจและปรับปรุงได้จริง
เมื่อโรงงานเข้าใจทั้งคุณภาพอากาศและประเภทของฝุ่นหรือสารปนเปื้อนในกระบวนการผลิต จึงทำให้การแก้ปัญหาตรงจุดขึ้น ส่งผลให้โรงงานสามารถปรับระบบ ระบายอากาศ วัสดุ หรือขั้นตอนการทำงานที่ปลอดภัยต่อสุขภาพและการผลิต
ในบริบทนี้ การมีแล็บอย่าง Alstesting ซึ่งเป็นแล็บระดับโลกที่เข้ามาดำเนินงานในประเทศไทย ช่วยให้โรงงานสามารถเข้าถึงการทดสอบ VOCs และ FT-IR ในมาตรฐานเดียวกับอุตสาหกรรมสากล โดยไม่ต้องส่งตัวอย่างไปต่างประเทศ เพิ่มความคล่องตัวและลดความซับซ้อนในการพัฒนาโรงงานอย่างต่อเนื่อง เพื่อความปลอดภัยจะไม่ใช่นโยบายบนกระดาษ แต่กลายเป็นส่วนหนึ่งของวัฒนธรรมการทำงานที่เติบโตไปพร้อมกับธุรกิจ
อ่านเพิ่มเติมมีนาคม 12, 2026

Carbon Footprint คือการประเมินปริมาณก๊าซเรือนกระจกจากกิจกรรมขององค์กร โดยใช้ข้อมูลกิจกรรม (Activity Data) คำนวณร่วมกับค่า Emission Factor ตามมาตรฐาน เช่น GHG Protocol หรือ ISO 14064
แม้กระบวนการคำนวณจะไม่ได้เป็นการวิเคราะห์คาร์บอนในห้องปฏิบัติการโดยตรง แต่ความถูกต้องของข้อมูลตั้งต้นมีผลโดยตรงต่อความน่าเชื่อถือของรายงาน และนี่คือจุดที่การตรวจสอบสารเคมีเข้ามามีบทบาทสนับสนุน
การตรวจสอบสารเคมี คือกระบวนการเก็บตัวอย่างและวิเคราะห์องค์ประกอบทางเคมีในสื่อสิ่งแวดล้อม เช่น อากาศ น้ำ ดิน ของเสีย หรือก๊าซจากกระบวนการผลิต โดยใช้วิธีการและเครื่องมือที่ได้มาตรฐาน เพื่อประเมินความเข้มข้น องค์ประกอบ และผลกระทบที่อาจเกิดขึ้นต่อสิ่งแวดล้อม สุขภาพ หรือการปฏิบัติตามข้อกำหนดทางกฎหมาย
การตรวจสอบสารเคมีในบริบท Carbon Footprint คืออะไร
ในบริบทนี้ การตรวจสอบสารเคมีไม่ได้หมายถึงการส่งตัวอย่างไปวัดปริมาณคาร์บอนโดยตรง แต่หมายถึงการวิเคราะห์องค์ประกอบทางเคมีที่ช่วยทำให้ข้อมูลกิจกรรม (Activity Data) สะท้อนการดำเนินงานจริงมากขึ้น โดยเฉพาะในภาคอุตสาหกรรมที่กระบวนการผลิตมีความซับซ้อน
กล่าวอีกแบบหนึ่ง Carbon Footprint คือการคำนวณ แต่การตรวจสอบสารเคมี คือการช่วยให้ข้อมูลที่นำไปคำนวณมีความถูกต้อง
ตัวอย่างกรณีที่การตรวจสอบสารเคมีช่วยเพิ่มความแม่นยำ
ในบางกรณี การตรวจสอบสารเคมีสามารถช่วยลดความคลาดเคลื่อนของ Activity Data ได้ เช่น
วิเคราะห์ค่าความร้อน (Heating Value) ของเชื้อเพลิงจริง แทนการใช้ค่าเฉลี่ยทั่วไป
ตรวจวัดองค์ประกอบก๊าซจากปล่อง (CO₂, CH₄, N₂O) เพื่อประเมินประสิทธิภาพการเผาไหม้
วิเคราะห์ค่า COD ในน้ำเสีย เพื่อคำนวณศักยภาพการเกิดก๊าซมีเทนจากระบบบำบัด
ตรวจสอบชนิดสารทำความเย็น (HFCs, PFCs) เพื่อใช้ค่า GWP ที่ถูกต้อง
วิเคราะห์องค์ประกอบวัตถุดิบ เพื่อสนับสนุนการประเมิน Scope 3
ในกรณีเหล่านี้ การตรวจสอบสารเคมีทำหน้าที่เป็น “ตัวช่วยยืนยันความถูกต้องของข้อมูล” ไม่ใช่การคำนวณ Carbon Footprint เอง
ทำไม Data Integrity จึงสำคัญต่อรายงาน Carbon Footprint
การจัดทำรายงานที่ได้รับการยอมรับ ไม่ได้ขึ้นอยู่กับสูตรคำนวณเพียงอย่างเดียว แต่ขึ้นอยู่กับความสามารถในการตรวจสอบย้อนกลับของข้อมูลด้วย
ปัจจัยที่มีผลต่อความน่าเชื่อถือ ได้แก่
วิธีการเก็บและบันทึกข้อมูลกิจกรรม
การอ้างอิงมาตรฐานสากลที่ชัดเจน
ระบบควบคุมคุณภาพภายใน
ความโปร่งใสในการรายงาน
ในกรอบ ESG โดยเฉพาะด้านสิ่งแวดล้อมและธรรมาภิบาล ข้อมูลที่ตรวจสอบได้ คือพื้นฐานของความเชื่อมั่นระยะยาว
ในท้ายที่สุด ตัวเลขในรายงาน Carbon Footprint เป็นมากกว่าเพียงสถิติการปล่อยก๊าซเรือนกระจก แต่คือหลักฐานที่สะท้อนถึงความรับผิดชอบและความโปร่งใสขององค์กร การเลือกใช้ข้อมูลจากการตรวจสอบวิเคราะห์สารเคมีที่แม่นยำ จึงไม่เพียงแต่ช่วยลดความเสี่ยงจากการรายงานข้อมูลที่คลาดเคลื่อน แต่ยังเป็นการสร้างรากฐานที่แข็งแรงให้กับความยั่งยืนขององค์กรในระยะยาว
อ่านข้อมูลบริการตรวจสอบสารเคมี เพิ่มเติมได้ที่ : https://www.alstesting.co.th/บริการ/
อ่านเพิ่มเติมมีนาคม 12, 2026

ESG กับการวิเคราะห์สารอินทรีย์ระเหยง่าย (VOCs) ความสำคัญของข้อมูลที่ตรวจสอบได้
ESG (Environment, Social, Governance) เป็นกรอบการประเมินความยั่งยืนขององค์กรที่ให้ความสำคัญกับข้อมูลด้านสิ่งแวดล้อม สังคม และธรรมาภิบาลมากขึ้น องค์กรอุตสาหกรรมจำนวนมากจึงต้องจัดทำรายงานและเปิดเผยข้อมูลที่สามารถตรวจสอบได้ หนึ่งในตัวชี้วัดสำคัญด้านสิ่งแวดล้อมคือ สารประกอบอินทรีย์ระเหยง่าย (VOCs) ซึ่งเกี่ยวข้องโดยตรงกับคุณภาพอากาศ สุขภาพแรงงาน และการควบคุมการปล่อยมลพิษ
บทบาทของสารประกอบอินทรีย์ระเหยง่าย (VOCs) ในบริบท ESG
สารประกอบอินทรีย์ระเหยง่าย (Volatile Organic Compounds: VOCs) เป็นกลุ่มสารเคมีที่สามารถระเหยได้ง่ายในอุณหภูมิห้อง และพบได้ในกระบวนการผลิต การเผาไหม้เชื้อเพลิง รวมถึงกิจกรรมอุตสาหกรรมหลายประเภท การปลดปล่อย VOCs อาจส่งผลต่อคุณภาพอากาศและสุขภาพของผู้ปฏิบัติงาน ในบริบทของ ESG ดังนี้
ด้านสิ่งวแลดล้อม (Environment): การติดตามระดับ VOCs สะท้อนประสิทธิภาพในการควบคุมการปล่อยมลพิษ
ด้านสังคม (Social): เกี่ยวข้องกับความปลอดภัยและสุขภาพของแรงงาน
ด้านธรรมาภิบาล (Governance): การรายงานข้อมูล VOCs ที่ถูกต้องและตรวจสอบได้ แสดงถึงความโปร่งใสขององค์กร
ดังนั้น ข้อมูล VOCs จึงเป็นมากกว่าค่าความเข้มข้นทางเทคนิค แต่เป็นส่วนหนึ่งของการประเมินความยั่งยืนและความรับผิดชอบขององค์กรโดยรวม
ความสำคัญของความแม่นยำในการวิเคราะห์ VOCs
การประเมินระดับ VOCs ต้องอาศัยทั้งการเก็บตัวอย่างที่เหมาะสมและการวิเคราะห์ที่ถูกต้อง เครื่องมือแบบพกพา เช่น PID ใช้ตรวจสอบระดับโดยรวมได้รวดเร็ว แต่การระบุชนิดของสารและการรายงานผลอย่างเป็นทางการจำเป็นต้องวิเคราะห์ในห้องปฏิบัติการ
เทคโนโลยีที่ใช้ในการวิเคราะห์ VOCs อย่างแพร่หลาย ได้แก่
GC-MS (Gas Chromatography-Mass Spectrometry) สำหรับการแยกและวิเคราะห์ชนิดของสารอย่างแม่นยำ
HSGC (Headspace Gas Chromatography) สำหรับการวิเคราะห์ VOCs ในน้ำ
SPE (Solid Phase Extraction) สำหรับการเตรียมตัวอย่างก่อนการวิเคราะห์ในดินและน้ำ
ความแม่นยำของผลวิเคราะห์ไม่ได้ขึ้นอยู่กับเครื่องมือเพียงอย่างเดียว แต่รวมถึงขั้นตอนการเก็บและรักษาตัวอย่าง รวมถึงระบบควบคุมคุณภาพของห้องปฏิบัติการ หากกระบวนการเหล่านี้ไม่เหมาะสม ค่าที่ได้อาจคลาดเคลื่อนและกระทบต่อการประเมินความเสี่ยง
ในบริบทของ ESG ข้อมูลที่ใช้จัดทำรายงานควรสามารถตรวจสอบย้อนกลับได้ และมีความน่าเชื่อถือในระดับที่ยอมรับได้ทั้งในประเทศและต่างประเทศ
การวิเคราะห์ VOCs ในอากาศ น้ำ และดิน
สาร VOCs สามารถพบได้ในหลายสื่อสิ่งแวดล้อม การวิเคราะห์จึงต้องพิจารณาตามลักษณะของตัวอย่าง
การวิเคราะห์ VOCs ในอากาศ
การเก็บตัวอย่างอากาศอาจใช้วิธีดูดซับผ่านตัวดูดซับหรือการเก็บตัวอย่างแบบต่อเนื่อง จากนั้นนำตัวอย่างไปวิเคราะห์ด้วย GC-MS เพื่อระบุชนิดและปริมาณของสาร การประเมินระดับ VOCs ในอากาศมีความสำคัญต่อ
การควบคุมคุณภาพอากาศในสถานประกอบการและพื้นที่อุตสาหกรรม
การวิเคราะห์ VOCs ในน้ำ
เนื่องจาก VOCs สามารถระเหยได้ง่าย การเก็บตัวอย่างน้ำจึงต้องใช้ภาชนะที่ปิดสนิทและลดการสูญเสียระหว่างขนส่ง การวิเคราะห์สามารถใช้เทคนิค HSGC ร่วมกับ GC-MS เพื่อให้ได้ผลที่แม่นยำ ข้อมูลที่ได้มีความสำคัญต่อการประเมินคุณภาพน้ำและความปลอดภัยต่อการบริโภคหรือการใช้งาน
การวิเคราะห์ VOCs ในดิน
ในพื้นที่ที่มีประวัติการปนเปื้อนจากกิจกรรมอุตสาหกรรม การเก็บตัวอย่างดินจากหลายตำแหน่งช่วยให้ได้ข้อมูลที่ครอบคลุม ตัวอย่างดินมักผ่านขั้นตอนเตรียมตัวอย่างด้วย SPE ก่อนนำไปวิเคราะห์ด้วย GC-MS ผลการวิเคราะห์สามารถใช้ในการประเมินความเสี่ยงต่อสิ่งแวดล้อมและสุขภาพในระยะยาว
ข้อมูลที่ตรวจสอบได้กับบทบาทของห้องปฏิบัติการในบริบท ESG
ในกรอบ ESG โดยเฉพาะด้านสิ่งแวดล้อม (Environment) และธรรมาภิบาล (Governance) ข้อมูลด้านสิ่งแวดล้อมต้องมีความถูกต้องและสามารถตรวจสอบย้อนกลับได้ ห้องปฏิบัติการจึงมีบทบาทสำคัญในการทำให้ผลวิเคราะห์ VOCs มีความน่าเชื่อถือ
การควบคุมคุณภาพ การสอบเทียบเครื่องมือ และการจัดทำเอกสารอย่างเป็นระบบ ช่วยให้ผลวิเคราะห์สามารถนำไปใช้ในการจัดทำรายงาน การยื่นต่อหน่วยงานกำกับดูแล และการสื่อสารกับผู้มีส่วนได้ส่วนเสียได้อย่างโปร่งใส
ในบริบทของ ESG ตัวเลขจึงไม่ใช่เพียงค่าความเข้มข้น แต่เป็นหลักฐานที่สะท้อนความรับผิดชอบและความยั่งยืนขององค์กร
อ่านข้อมูลเพิ่มเติมได้ที่ : https://www.alstesting.co.th/volatile-organic-compounds-vocs/
อ่านเพิ่มเติมกุมภาพันธ์ 23, 2026

กุมภาพันธ์ 16, 2026

กุมภาพันธ์ 2, 2026

มกราคม 30, 2026

บริษัท เอแอลเอส เทสติ้ง เซอร์วิสเซส (ประเทศไทย) จำกัด จัดกิจกรรมท่องเที่ยวประจำปี 2569 ณ อนันตาริเวอร์ฮิลส์ รีสอร์ท กาญจนบุรี
กิจกรรมท่องเที่ยวประจำปีบริษัท (Company Outing Trip) เป็นกิจกรรมที่ทางบริษัทตั้งใจจัดขึ้นเพื่อความผ่อนคลาย เป็นกิจกรรมพาพนักงานทุกคนออกไปสร้างแรงบันดาลใจและมองหาไฟในการทำงานที่จะเพิ่มความสามารถให้กับตัวเองมากยิ่งขึ้น โดยสามารถแบ่งได้กว้างๆ 5 ประเด็นดังนี้
1. ได้เปิดเผยทักษะ และความสามารถที่ซ่อนอยู่
การจัดกิจกรรมนอกสถานที่ ถือเป็นโอกาสให้พนักงานได้แสดงความสามารถต่างๆ ที่ไม่ได้แสดงออกมากนักในออฟฟิศรวมถึงได้มีการสื่อสารร่วมกันมากขึ้นเพื่อนำไปพัฒนาการทำงานร่วมกัน 2. กระตุ้นให้พนักงานมีเป้าหมายการทำงานร่วมกัน
การสร้างแรงจูงใจพนักงานด้วยการจัด Outing เพื่อเปลี่ยนบรรยากาศและสร้างความสนุกสนาน โดยเฉพาะการร่วมกันบรรลุเป้าหมายที่ไม่เกี่ยวข้องกับงานด้วยกิจกรรมต่างๆ เช่น เกมปริศนาต่างๆที่ทุกคนต้องใช้ความคิดสร้างสรรค์ 3. พนักงานได้พักผ่อนเพื่อสุขภาพจิตที่ดี
เนื่องจากความเครียดของการทำงานอาจทำให้รู้สึกเหนื่อยล้า ดังนั้นเมื่อพนักงานได้พักผ่อนไม่ได้ส่งผลดีแค่กับตัวพนักงานเท่านั้น แต่ยังส่งผลดีต่อทีมด้วย 4. เพิ่มผลผลิตที่ดีภายในองค์กร
เนื่องจากในออฟฟิศอาจมีอุปสรรคทำให้ขัดขวางการทำงานและเกิดความตึงเครียด ดังนั้นการออกไป Outing จึงเป็นหนึ่งในวิธีเพิ่มประสิทธิภาพการทำงานไม่ให้จำกัดอยู่แค่ในออฟฟิศ 5. สร้างสิ่งแวดล้อมที่ดีในการทำงานเป็นทีม
เมื่อสิ่งแวดล้อมดี ทีมจะมีความเข้มแข็ง มีความกระตือรือร้น ให้ความร่วมมือในการทำงานได้เป็นอย่างดี
อ่านเพิ่มเติมการจัดกิจกรรมนอกสถานที่ ถือเป็นโอกาสให้พนักงานได้แสดงความสามารถต่างๆ ที่ไม่ได้แสดงออกมากนักในออฟฟิศรวมถึงได้มีการสื่อสารร่วมกันมากขึ้นเพื่อนำไปพัฒนาการทำงานร่วมกัน 2. กระตุ้นให้พนักงานมีเป้าหมายการทำงานร่วมกัน
การสร้างแรงจูงใจพนักงานด้วยการจัด Outing เพื่อเปลี่ยนบรรยากาศและสร้างความสนุกสนาน โดยเฉพาะการร่วมกันบรรลุเป้าหมายที่ไม่เกี่ยวข้องกับงานด้วยกิจกรรมต่างๆ เช่น เกมปริศนาต่างๆที่ทุกคนต้องใช้ความคิดสร้างสรรค์ 3. พนักงานได้พักผ่อนเพื่อสุขภาพจิตที่ดี
เนื่องจากความเครียดของการทำงานอาจทำให้รู้สึกเหนื่อยล้า ดังนั้นเมื่อพนักงานได้พักผ่อนไม่ได้ส่งผลดีแค่กับตัวพนักงานเท่านั้น แต่ยังส่งผลดีต่อทีมด้วย 4. เพิ่มผลผลิตที่ดีภายในองค์กร
เนื่องจากในออฟฟิศอาจมีอุปสรรคทำให้ขัดขวางการทำงานและเกิดความตึงเครียด ดังนั้นการออกไป Outing จึงเป็นหนึ่งในวิธีเพิ่มประสิทธิภาพการทำงานไม่ให้จำกัดอยู่แค่ในออฟฟิศ 5. สร้างสิ่งแวดล้อมที่ดีในการทำงานเป็นทีม
เมื่อสิ่งแวดล้อมดี ทีมจะมีความเข้มแข็ง มีความกระตือรือร้น ให้ความร่วมมือในการทำงานได้เป็นอย่างดี

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}