
News & Promotion
- โชว์สินค้าทั้งหมด
- No categories
June 2, 2026
A PCB assembly passes visual inspection. Automated optical inspection finds nothing. Functional test at room temperature is clean. The board ships, gets installed in a vehicle, and three months later starts producing intermittent faults that are difficult to reproduce and expensive to trace.
The cause, when it is eventually found, is ionic contamination. Residual flux activator left on the board surface after soldering, invisible to optical methods and undetectable by functional test under dry conditions, has begun to drive electrochemical corrosion and leakage current in the presence of operating temperature cycling and humidity. The contamination was there from the start. The damage accumulated over time.
Anion and cation testing by ion chromatography is the analytical method that would have found it. This article explains how the test works, what it detects, why it matters specifically for automotive electronics, and how to interpret the results it produces.
What Is Ionic Contamination and Why Does It Matter?
Ionic contamination refers to charged chemical species, either positive ions (cations) or negative ions (anions), present on the surface of an electronic assembly or component. In the context of PCB manufacturing and assembly, ionic contamination originates primarily from flux residues left after soldering. All soldering fluxes contain activators, which are acidic or ionic compounds that break down the metal oxides on solder pads and component leads to allow good solder wetting. After soldering, these activators and their reaction products remain on the board surface as ionic residues.
Under dry conditions, ionic residues are typically benign. They sit on the surface, insoluble in dry air, causing no immediate problem. The failure mode is activated by moisture. When humidity rises or when condensation occurs on the board surface, ionic residues dissolve into a thin electrolytic film. That film becomes a conductive path between adjacent conductors. Current flows where it should not. In the presence of an applied voltage, the ionic species migrate: cations move toward the cathode and anions toward the anode, depositing metal at the cathode in a process called dendritic growth or electromigration. Dendrites are metallic crystalline growths that bridge the gap between conductors, causing intermittent or permanent short circuits.
The ionic species of greatest concern are those that are most mobile, most soluble, and most corrosive: chloride, fluoride, bromide, sulfate, acetate, and formate on the anion side; sodium, potassium, and ammonium on the cation side. Ammonium and organic amines from no-clean flux formulations are particularly significant because they indicate the presence of insufficiently activated or partially decomposed flux residues that retain moisture-absorbing and corrosion-promoting properties.
Ionic contamination is a latent failure mechanism. It is present from the moment of manufacture but causes damage only when activated by humidity and temperature. Testing before shipment is the only reliable way to detect it before it reaches field conditions.
How Ion Chromatography Works
Ion chromatography (IC) is an analytical technique that separates and quantifies ionic species in a liquid sample. The technique was developed in the 1970s and has become the standard method for trace ionic analysis across water quality, food safety, pharmaceutical, and electronics testing applications.
The operating principle is ion exchange chromatography. A liquid sample is injected onto a column packed with a charged stationary phase. Ionic species in the sample are attracted to and retained by the stationary phase, then released sequentially as the mobile phase gradient changes. Because different ions have different affinities for the stationary phase, they travel through the column at different speeds and emerge at the detector at different times, producing a chromatogram with a distinct peak for each ionic species.
Detection in modern IC systems uses a suppressed conductivity detector. As each ionic species elutes from the column, it passes through a suppressor device that converts the mobile phase background ions to low-conductivity water, leaving the analyte ions as the dominant conductivity signal. This suppression step dramatically improves sensitivity and selectivity, allowing detection of ionic species at concentrations of parts per billion (micrograms per litre) in solution, which translates to nanograms per square centimetre on a PCB surface.
Quantification is achieved by comparison with external calibration standards: solutions of known ionic concentration that are run alongside the samples and used to construct a calibration curve for each ionic species. The result for each ion is expressed as the measured concentration in the extract solution, which is then converted to surface density (typically micrograms per square centimetre) using the board surface area extracted.
Anion Analysis vs Cation Analysis
Anion and cation analysis require separate analytical conditions because anions and cations have opposite charges and require stationary phases and mobile phases of opposite polarity for effective separation. In practice, most IC instruments configured for anion analysis use an anion exchange column with a carbonate or hydroxide mobile phase, while cation analysis uses a cation exchange column with a dilute acid mobile phase.
The two analyses can be conducted sequentially on the same instrument platform or simultaneously on a dual-channel instrument. For a comprehensive ionic contamination assessment, both anion and cation analysis should be conducted from the same extraction solution, providing a complete profile of all ionic species present.
The Standard Method IPC-TM-650 2.3.28
The primary standard governing ionic contamination testing of PCBs and electronic assemblies by ion chromatography is IPC-TM-650 Method 2.3.28, published by IPC (the Association Connecting Electronics Industries). This method defines the extraction procedure, the IC analytical conditions, and the reporting requirements for ionic contamination testing.
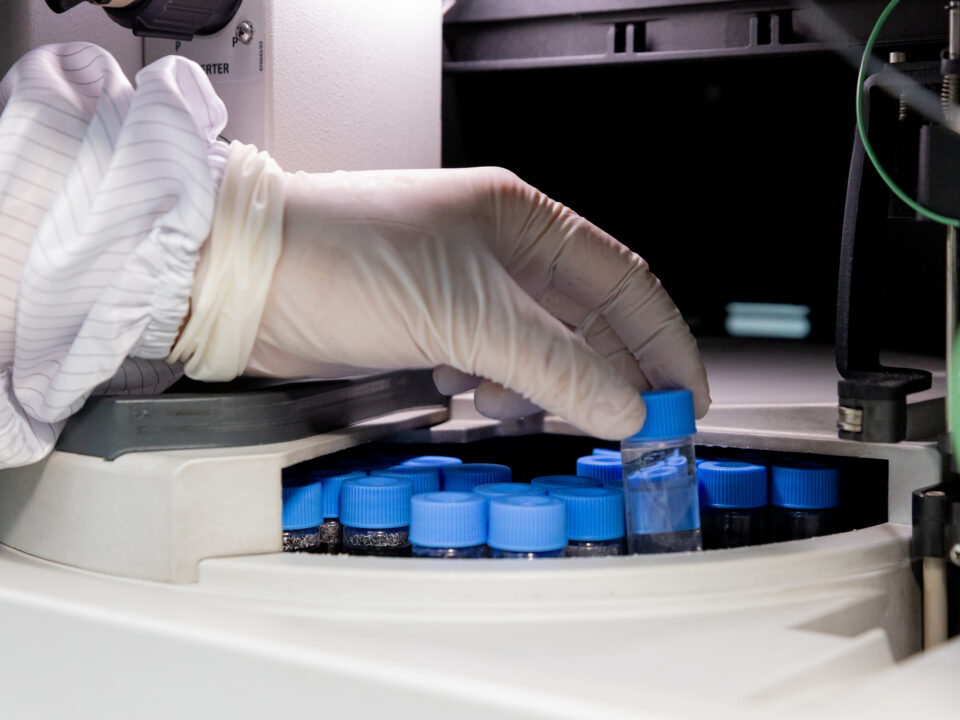
The extraction procedure in IPC-TM-650 2.3.28 uses a mixture of 75 percent isopropyl alcohol and 25 percent deionised water (the IPA-water extract). The board or assembly is placed in a clean vessel and covered with a defined volume of the extraction solvent. The extraction is conducted for one hour at 40 degrees Celsius under agitation. The extract is then filtered and injected into the IC system for anion and cation analysis.
The extraction is designed to dissolve ionic species from the board surface into the solvent, including flux residues that are not fully soluble in water alone. The IPA component improves dissolution of organic flux residues while the water component provides the ionic medium for dissolution of inorganic ionic contaminants. The result is an extract that captures the full range of ionic species relevant to electronics reliability assessment.
Ionic Species
Ion Type
Primary Source on PCB
Failure Risk
Chloride (Cl-)
Anion
Flux activator residue, environmental deposition, halogenated materials
High – aggressive corrosion initiator, highly mobile
Fluoride (F-)
Anion
Some flux formulations, etching process residues
Moderate to high – corrosive to aluminium and some metals
Bromide (Br-)
Anion
Flame retardant materials, some flux systems
Moderate – corrosive at higher concentrations
Sulfate (SO4 2-)
Anion
Environmental deposition, some flux chemistry
Moderate – sulfate-induced corrosion
Nitrate (NO3-)
Anion
Environmental, some cleaning chemistry
Low to moderate – less corrosive than chloride
Acetate (CH3COO-)
Anion
No-clean flux activator decomposition products
Moderate – hygroscopic, promotes leakage current
Formate (HCOO-)
Anion
No-clean flux activator decomposition products
Moderate – indicates flux residue activity
Sodium (Na+)
Cation
Environmental, handling contamination, process water
Moderate – hygroscopic, promotes corrosion
Potassium (K+)
Cation
Environmental contamination
Moderate
Ammonium (NH4+)
Cation
No-clean flux amine activators, flux decomposition
High – hygroscopic, indicates active flux residues
Methylamine / TEA
Cation (amine)
No-clean flux amine-based activators
High – indicates incompletely deactivated flux
Chloride and ammonium are the two most diagnostically significant species in PCB ionic contamination testing. Elevated chloride indicates aggressive corrosion risk. Elevated ammonium or organic amines indicates the presence of active no-clean flux residues that retain corrosion-promoting properties.
Interpreting Anion and Cation Test Results
IC results for PCB ionic contamination are expressed as micrograms of each ionic species per square centimetre of board surface area. These surface density values are compared against the acceptance limits defined in the applicable cleanliness specification.
Acceptance Limits & Where Do the Numbers Come From?
Acceptance limits for ionic contamination in PCB assemblies originate from a combination of IPC standards, OEM-specific cleanliness specifications, and the results of reliability studies correlating ionic contamination levels with field failure rates. The most widely referenced historical limit is 1.56 micrograms sodium chloride equivalent per square centimetre, which was the original threshold defined for cleaned assemblies in earlier revisions of IPC standards.
Modern automotive electronics specifications typically apply tighter limits, particularly for chloride, which is often limited to 0.2 to 0.5 micrograms per square centimetre for safety-critical assemblies. The specific limit applicable to your assembly is defined by your customer’s specification, the relevant IPC document (IPC-7711, IPC-7721, or the cleanliness section of J-STD-001), or the OEM supplier quality requirement.
What High Chloride Tells You
Elevated chloride concentration is the most common and most diagnostically significant finding in PCB ionic contamination testing. The sources of chloride contamination on a PCB include residual flux activator (particularly from rosin and organic acid flux systems), environmental deposition of chloride aerosols in manufacturing or storage environments, and halogenated materials in the board laminate or component packaging that have been mobilised during processing.
When chloride is elevated above specification, the corrective action depends on identifying the source. If chloride tracks with the presence of specific component types or board regions near specific assembly operations, the source is likely process-related. If chloride is uniformly distributed across the board, environmental contamination during storage or handling is more likely. IC results alone identify that chloride is elevated; source investigation may require additional analytical steps including surface mapping by point extraction from specific board areas.
What Ammonium and Organic Amines Tell You
Ammonium and organic amine cations are characteristic markers of no-clean flux residue activity. Modern no-clean flux formulations use amine-based activators that are designed to fully decompose and become electrochemically inert during the soldering thermal profile. When ammonium or methylamine is detected at elevated levels in IC analysis, it indicates that the flux activator has not been fully deactivated, either because the soldering thermal profile was inadequate, the flux loading was excessive, or the specific flux chemistry is not compatible with the soldering process conditions.
This finding is significant because it means the residue retains hygroscopic and corrosion-promoting properties even though the board may have been manufactured under a no-clean process that is not expected to require cleaning. The corrective action is typically thermal profile optimisation, flux type review, or in some cases, a move to a cleaning process to remove the residue entirely.
Ion Chromatography vs ROSE Testing & Understanding the Difference
Ion chromatography is not the only method for assessing ionic contamination on PCBs. An older technique, ROSE testing (Resistivity of Solvent Extract), is still used in some applications and is worth understanding in the context of IC analysis.
ROSE testing measures the total ionic content of a board extract by its electrical conductivity, expressed as equivalent sodium chloride contamination in micrograms per square centimetre. It is a rapid, low-cost method that provides a single aggregate number representing all ionic contamination on the board. It does not identify which ionic species are present or in what proportions.
Ion chromatography supersedes ROSE testing in technical information value. IC identifies each ionic species individually, enabling diagnosis of the contamination source and targeted corrective action. ROSE testing tells you that contamination is present above a threshold. IC tells you what it is and, by inference, where it came from. For automotive electronics qualification, where the identity of contaminating species is increasingly required by OEM specifications and where root cause investigation of any failures is mandatory, IC is the appropriate method.
Dimension
ROSE Testing
Ion Chromatography (IC)
Output
Single conductivity number (NaCl equivalent)
Individual concentration of each anion and cation
Species identification
None
Full identification of all ionic species present
Sensitivity
Moderate
High – parts per billion detection in extract
Diagnostic value
Low – pass/fail only
High – identifies species and enables source tracing
OEM acceptance
Declining – many specs now require IC
Accepted by all major automotive OEM specifications
Standard reference
IPC-TM-650 2.3.25
IPC-TM-650 2.3.28
Cost
Lower
Higher – more information per test
Typical application
Production line screening where IC is used for qualification
OEM qualification, failure investigation, process validation
Ionic Contamination in Automotive Electronics & Why the Stakes Are Higher
Ionic contamination matters in all electronics applications, but the consequences in automotive electronics are more severe than in most other sectors. Automotive electronics operate in conditions that maximise the risk of ionic contamination driven failure: wide temperature cycling that promotes condensation, vibration that can crack conformal coatings and expose underlying surfaces, extended service lives measured in decades rather than years, and safety-critical functions where intermittent faults have direct consequences for driver safety.
An engine control unit that develops an intermittent fault from ionic contamination-driven leakage current is not a product return. It is potentially a safety incident, a warranty campaign, and a significant engineering investigation. The cost difference between finding ionic contamination before shipment by IC testing, and finding it after installation in vehicles through field failures, is several orders of magnitude.
For automotive electronics manufacturers in Malaysia and Southeast Asia, the ionic contamination testing requirement typically enters the supply chain through OEM qualification requirements, customer cleanliness specifications, or process qualification programmes. Where no specific limit has been defined by the customer, the IPC standards provide a framework for establishing appropriate internal cleanliness limits based on the application criticality.
For the full range of chemical and electronics testing services including ionic contamination analysis: https://www.alstesting.co.th/anion-test-specialist-malaysia/
Ionic Contamination and Component Cleanliness & The Connection
Ionic contamination testing on PCBs and technical cleanliness testing on precision mechanical components address the same fundamental problem from different perspectives: contamination that is invisible to standard inspection methods but causes field failures in service. The analytical techniques differ but the quality management principle is identical.
For manufacturers who produce both precision mechanical components and automotive electronics, or who supply into supply chains that require both types of testing, understanding the connection between the two disciplines helps in establishing a coherent quality testing programme. In both cases, the contamination is measured at a level of precision that only accredited laboratory analysis can provide, the results are compared against defined limits, and the findings drive corrective action in the manufacturing process.
For technical cleanliness testing of precision mechanical components to ISO 16232 and VDA 19: https://www.alstesting.co.th/technical-cleanliness-testing/
Ion Chromatography at ALS Testing
ALS Testing provides anion and cation analysis by ion chromatography to IPC-TM-650 2.3.28 for PCB assemblies, individual components, and process solution analysis. Our IC capability covers the full range of ionic species relevant to electronics reliability assessment: the primary anions including fluoride, chloride, bromide, nitrate, phosphate, sulfate, acetate, and formate; and the primary cations including sodium, potassium, ammonium, and the amine species associated with no-clean flux residues.
All ionic contamination testing at ALS is conducted within our ISO/IEC 17025:2017 accredited quality management system. Results are reported with individual species concentrations in micrograms per square centimetre, compared against the limits specified in your cleanliness specification or OEM requirement, with clear pass/fail designation for each species and for the total ionic contamination level.
Our reports include the full IC chromatogram data alongside the tabulated results, enabling your engineering team to review the species profile and make informed decisions about corrective action priorities. For investigations where elevated ionic contamination has been detected and source tracing is required, we can design follow-up sampling strategies including area-specific extractions to localise contamination to specific board regions or process steps.
Summary
Anion and cation testing by ion chromatography is the definitive analytical method for ionic contamination assessment of PCBs and automotive electronics assemblies. It identifies individual ionic species at concentrations that are analytically significant but invisible to all other inspection methods, enabling both pass/fail qualification and diagnostically useful information about contamination sources and corrective actions.
The primary standard for the test is IPC-TM-650 2.3.28. The most diagnostically significant species are chloride on the anion side, which indicates aggressive corrosion risk, and ammonium and organic amines on the cation side, which indicate active no-clean flux residues that retain corrosion-promoting properties. IC supersedes ROSE testing in diagnostic value and is the method required by automotive OEM cleanliness specifications.
For automotive electronics manufacturers, the cost of finding ionic contamination before shipment through IC testing is a small fraction of the cost of the field failures it prevents. For production-line application, IC provides the species resolution that allows root cause investigation and targeted process improvement rather than pass/fail screening alone.
Next Steps
See our full Chemical and Electronics Testing services including ionic contamination analysis: https://www.alstesting.co.th/anion-test-specialist-malaysia/
Learn about technical cleanliness testing for precision mechanical components: https://www.alstesting.co.th/technical-cleanliness-testing/
Contact our team for an IC testing quotation or technical consultation: https://www.alstesting.co.th/contact-us/
Read moreJune 2, 2026
Walk into a new car and you notice it immediately. That distinctive new-vehicle smell is not a design feature. It is the combined off-gassing of dozens of materials installed in the cabin: adhesives curing under the instrument panel, plasticisers migrating from PVC surfaces, flame retardants volatilising from foam seating, solvent residues evaporating from trim adhesives. Most of these compounds dissipate over weeks and months. Some of them, at high enough concentrations, raise health concerns.
This is the problem that VOC testing for automotive interiors is designed to address. For materials and components suppliers in the automotive supply chain, VOC testing is not optional. It is a qualification gate that your interior material must pass before an OEM will approve it for production, and increasingly it is a regulatory requirement in markets where cabin air quality limits are defined by law.
This article explains what automotive VOC testing involves, which standards govern it, how the laboratory methods work, and what you need to prepare before submitting materials for testing.
What Are VOCs and Why Do They Matter in Automotive Interiors?
VOC stands for volatile organic compound. The term covers a broad class of carbon-based chemicals that evaporate readily at room temperature or under mild heating. In the context of automotive interior materials, VOCs originate from the raw materials used in manufacturing, from residual processing chemicals, and from the chemical reactions that continue as materials age, heat, and interact with each other inside the vehicle cabin.
The interior of a modern vehicle is a complex assembly of polymer components: instrument panels, door trim, headliners, seat foams, floor carpets, steering wheels, and the adhesives and coatings that hold them together. Each of these materials has a VOC emission profile. In a sealed cabin at ambient temperature, the combined emissions from all interior materials accumulate to define the overall cabin air quality.
At low concentrations, most VOCs are not acutely harmful. At higher concentrations, compounds including benzene, toluene, xylene, formaldehyde, and acetaldehyde are associated with eye and respiratory irritation, headache, and in the case of benzene and formaldehyde, longer-term health concern. The regulatory and OEM response has been to define maximum permissible emission limits for individual compounds and compound groups, enforced through material qualification testing at the supplier level.
The materials in a vehicle cabin are tested individually by the supplier before assembly. By the time a vehicle reaches the consumer, every significant interior material has been qualified against VOC emission limits. VOC testing is where that qualification happens.
For automotive materials suppliers in Malaysia and Southeast Asia, the primary VOC testing requirements come from two directions: German OEM specifications referencing VDA 278 and associated standards, and broader international specifications referencing ISO 12219. Suppliers who serve both markets, or who supply into global Tier-1 supply chains, often need to satisfy both frameworks.
The Key Standards for Automotive VOC Testing
VDA 278 Thermal Desorption Analysis
VDA 278 is the most widely referenced standard for VOC and semi-volatile organic compound (SVOC) analysis of automotive interior non-metallic materials. It is published by the VDA, the German Automotive Industry Association, and is required by German OEMs including BMW, Volkswagen Group, Mercedes-Benz, and Audi, as well as by the broader Tier-1 supply chains that serve these customers.
The method uses thermal desorption combined with gas chromatography and mass spectrometry (TD-GC-MS). A small sample of the material, typically one to three grams, is placed in a glass sample tube and heated in two stages. The first heating stage at 90 degrees Celsius drives off the volatile organic fraction, corresponding to compounds with boiling points up to approximately 250 degrees Celsius. The second heating stage at 120 degrees Celsius drives off the semi-volatile or fogging fraction, corresponding to higher-boiling condensable compounds.
The compounds emitted at each stage are collected on a Tenax sorbent tube, then thermally desorbed and injected into the GC-MS system for identification and quantification. Results are reported in micrograms per gram of material for the VOC fraction and separately for the SVOC or FOG fraction. Pass/fail assessment is made against the emission limits specified in the relevant OEM or customer specification.
VDA 278 produces a compound-by-compound profile of emissions. For each individual compound identified above the reporting threshold, the result includes the compound name, its CAS number, and its concentration. This level of detail is important because OEM specifications typically define limits for specific compound categories (for example, total aromatic hydrocarbons, or individual aldehyde limits) rather than a single total VOC number.
ISO 12219 The International Standard Series
ISO 12219 is a multi-part international standard covering VOC measurement in vehicle interiors. Different parts address different aspects and scales of measurement.
ISO 12219-1 covers VOC measurement in complete vehicle cabins using the bag method: the vehicle is sealed under defined conditioning conditions and a sample of cabin air is collected in a Tedlar bag for subsequent analysis. This is used for type approval and vehicle-level compliance, rather than material-level supplier qualification.
ISO 12219-2 through to ISO 12219-7 cover VOC emission measurement from individual components and materials using chamber methods of varying scales, from large climate chambers down to micro-scale chamber devices. These methods are used at the material and component qualification stage and are referenced by OEM specifications that align with ISO rather than VDA frameworks.
For most materials suppliers, the relevant parts of ISO 12219 are those covering component-level testing, which is where individual materials are assessed before vehicle assembly. If your OEM specification references ISO 12219, confirm which specific part or parts are required and at what test conditions.
VDA 275 Formaldehyde by Photometric Analysis
Formaldehyde is a specific VOC that receives dedicated attention in automotive interior specifications. It is emitted from wood-based composites, certain adhesives, and resins used in interior components, and is subject to individual emission limits that are typically tighter than the general aldehyde group limits applied in thermal desorption analysis.
VDA 275 defines a bottle method for formaldehyde determination: the sample is placed in a sealed glass bottle with distilled water and conditioned at 60 degrees Celsius for three hours. The formaldehyde emitted into the headspace dissolves in the water and is quantified by UV-Vis spectrophotometry using a colorimetric reagent. Results are expressed in micrograms per gram of material. This dedicated method is more sensitive and specific for formaldehyde than the thermal desorption approach used in VDA 278, and is required separately by most German OEM specifications.
ISO 6452 Fogging Testing
Fogging is a related but distinct phenomenon. It refers to the deposition of condensable vapours from interior materials onto the vehicle windscreen as a visible film. The fog film impairs driver visibility and is particularly problematic in cold weather conditions when the windscreen temperature is low enough to promote condensation. ISO 6452 defines both gravimetric and photometric methods for fogging assessment.
In the gravimetric method, a sample is heated in a glass beaker and the vapours condense on a cooled aluminium foil disc placed above the sample. The mass of the deposit is the fogging result. In the photometric method, the deposit forms on a glass disc and is measured by change in reflectance before and after the test. Different OEM specifications reference different methods and apply different acceptance criteria.
Where HPLC Fits in VOC Testing
High performance liquid chromatography (HPLC) is not the primary technique in automotive VOC testing, where thermal desorption GC-MS is the dominant method. However, HPLC plays a specific and important role in the analysis of certain compounds that are not well-served by GC-MS approaches.
The most significant application of HPLC in automotive VOC testing is the analysis of carbonyl compounds, particularly aldehydes and ketones. Formaldehyde, acetaldehyde, acrolein, benzaldehyde, and other carbonyls are collected by drawing air or headspace vapour through a cartridge impregnated with 2,4-dinitrophenylhydrazine (DNPH). The carbonyl compounds react with DNPH to form stable hydrazone derivatives, which are then eluted from the cartridge and analysed by HPLC with UV detection.
This DNPH-HPLC method provides better sensitivity and specificity for individual aldehyde species than thermal desorption GC-MS, and is specified by some OEM and regulatory frameworks for carbonyl compound determination. ISO 16000-3, which covers determination of formaldehyde and other carbonyl compounds in indoor air, uses this DNPH-HPLC approach, and it is applied in some automotive interior air quality programmes where individual aldehyde quantification to low levels is required.
HPLC is the method of choice when individual aldehyde species including formaldehyde need to be quantified at concentrations below the practical range of thermal desorption GC-MS, or where a regulatory framework specifically requires the DNPH-HPLC approach.
If your specification references a DNPH-HPLC method for aldehyde determination, please confirm this requirement at the enquiry stage so our team can advise on the appropriate approach for your application.
Which Materials Require VOC Testing?
Any non-metallic material used inside the vehicle cabin is a potential candidate for VOC testing. In practice, the materials that receive the most attention are those with the highest emission potential or the largest surface area exposed to cabin air.
Material Category
Primary VOC Concern
Typical Standard Applied
Instrument panels and dashboard covers
Aromatic hydrocarbons, plasticisers (SVOC/FOG)
VDA 278, OEM-specific
Headliners and roof lining
Formaldehyde from binder resins, aldehyde compounds
VDA 278, VDA 275
Seat foam (polyurethane)
Amine compounds, acetaldehyde, TDI residues
VDA 278
Floor carpets and underfelt
Formaldehyde from latex binder, styrene
VDA 278, VDA 275
Door trim panels
Aromatic hydrocarbons, plasticisers
VDA 278
Adhesives and sealants
Solvents, residual monomers
VDA 278, customer-specific
Coatings and paints (interior surfaces)
Solvents, residual monomers, reactive diluents
VDA 278, ISO 12219
Steering wheel covers and grips
Plasticisers, rubber processing aids
VDA 278, fogging ISO 6452
Rubber seals and gaskets (interior-facing)
Sulfur compounds, plasticisers
VDA 278
Wire insulation and cable jacketing
Plasticisers, flame retardant emissions
VDA 278, customer-specific
The test requirement is typically defined in the material specification or the OEM supplier quality manual. If you are uncertain whether your material requires VOC testing and to which standard, the starting point is the customer’s material specification document or the PPAP requirement list for the programme.
The VOC Testing Process: From Sample to Report
Sample Conditioning and Preparation
The conditioning of material samples before testing is defined by the standard and significantly affects the results. VDA 278 specifies that samples should be conditioned at 23 degrees Celsius and 50 percent relative humidity for seven days before testing, in a clean environment free from interfering VOC sources. This conditioning period allows the initial burst of highly volatile compounds from freshly manufactured or packaged materials to stabilise, so that the test reflects the material’s emission profile under conditions more representative of normal cabin use.
The sample size is defined by VDA 278: typically one to three grams of material, cut to fit the sample tube. Sampling location matters for heterogeneous materials – the test result reflects the specific layer or region of the material that was sampled, not necessarily the entire component. For composite materials with multiple layers, different layers may be tested separately if their VOC profiles are likely to differ significantly.
Thermal Desorption and GC-MS Analysis
The conditioned sample is placed in the thermal desorption tube and the tube is loaded into the thermal desorption unit. The tube is purged with carrier gas while being heated to the first temperature stage (90 degrees Celsius for the VOC fraction), and the desorbed compounds are collected on the cold Tenax trap. The trap is then rapidly heated and the collected compounds are injected as a concentrated plug into the GC column.
Separation by gas chromatography resolves the mixture of compounds into individual peaks. Each peak is identified by comparison with reference compound spectra in the mass spectrometry library and confirmed by retention time matching with reference standards. Quantification uses either external calibration against reference standards of individual compounds, or a total ion chromatogram approach with a representative standard compound for groups of similar compounds.
The SVOC or FOG fraction is determined by repeating the desorption procedure at 120 degrees Celsius with a new sample or with the same sample after the VOC desorption stage, depending on the protocol specified.
Reporting and Pass/Fail Assessment
The test report lists each identified compound by name, CAS number, and concentration in micrograms per gram of material. Compounds are grouped by chemical class: aromatic hydrocarbons, aldehydes, ketones, alcohols, esters, and other categories. The total concentration within each class and the overall total VOC (TVOC) are calculated and reported alongside the individual compound data.
Pass/fail assessment is made by comparing measured concentrations against the limits defined in the applicable OEM specification. Limits may be defined as individual compound limits (for example, formaldehyde below 10 micrograms per gram), group limits (for example, total aromatic hydrocarbons below 100 micrograms per gram), and overall TVOC limits. A material fails if any individual limit or group limit is exceeded.
Common Reasons for VOC Test Failure and What to Do
Understanding why materials fail VOC tests is as useful as understanding what the tests measure. The most common failure causes in automotive interior materials are:
Residual processing solvents: adhesives, coatings, or laminates that have not been fully cured or dried before testing. The solution is typically process optimisation to ensure adequate cure or drying conditions before material dispatch.
Plasticiser migration: high-boiling phthalate or non-phthalate plasticisers from PVC or flexible polymer components contributing to the SVOC or FOG fraction. Reformulation with lower-emission plasticisers, or reduction of plasticiser loading, is the typical response.
Formaldehyde from binder resins: textile materials, wood composites, and certain foam systems use formaldehyde-based binder resins. Low-emission or formaldehyde-free binder alternatives are available for most applications.
Amine compounds from polyurethane foam: certain foam formulations emit amine compounds as the urethane reaction proceeds. Catalyst selection and foam formulation adjustment can reduce amine emissions.
Contamination during conditioning or packaging: if samples are conditioned or stored in environments with high ambient VOC levels, background contamination can elevate results. Clean conditioning environments and clean packaging materials are essential.
In most cases, VOC test failures are solvable through material formulation adjustment, process optimisation, or changes to raw material selection. The failure report from an accredited laboratory identifies the specific compounds responsible, which provides the information needed to target corrective action precisely.
VOC Testing at ALS Testing
ALS provides VOC testing for automotive interior materials to VDA 278, VDA 275, and ISO 12219 frameworks. For aldehyde-specific determination requirements, please contact our technical team to confirm the appropriate method for your specification. Our testing is conducted within our ISO/IEC 17025:2017 accredited quality management system, with results formatted to meet OEM submission requirements.
Our reports include the full compound-by-compound profile with compound identification, CAS numbers, concentrations, and pass/fail assessment against the specified limits. For clients submitting materials for German OEM qualification programmes, our reports are structured to meet the documentation requirements of the relevant OEM supplier quality system.
We serve materials suppliers and component manufacturers across Malaysia and Southeast Asia, with experience across the full range of automotive interior material types: polymers, foams, textiles, adhesives, coatings, and composite structures. If your specification falls outside the standard VDA 278 or ISO 12219 framework, our technical team will review the requirement and advise on the appropriate test method.
Summary: What You Need to Know Before Submitting
VOC testing for automotive interiors is a qualification requirement, not a formality. The standard you test to is determined by your OEM or customer, not by your preference: German OEMs require VDA 278 and typically VDA 275 for formaldehyde; international OEMs reference ISO 12219. Both frameworks require testing by an ISO/IEC 17025 accredited laboratory for formal qualification purposes.
The compounds that most commonly drive failures are residual solvents, plasticisers, formaldehyde from binder resins, and amine compounds from polyurethane processing. Identifying which compound drove a failure is the starting point for effective corrective action.
Where specifications require aldehyde-specific determination at high sensitivity, DNPH-HPLC is a complementary approach applied in addition to thermal desorption GC-MS. It is not a replacement for GC-MS, which remains the primary method across both VDA 278 and ISO 12219 frameworks.
Next Steps
See our full Materials and Environmental Testing services for automotive: https://www.alstesting.co.th/automotive-materials-environmental-testing-als-testing/
Read our detailed VDA 278 explainer including test conditions and reporting format: /blog/vda-278-explainer/
Back to Automotive Testing Hub for the full service overview: https://www.alstesting.co.th/automotive-testing-services-als-testing-laboratory/
Contact our team for a VOC testing quotation or technical discussion: https://www.alstesting.co.th/contact-us/
Read moreJune 2, 2026
When an automotive component fails in the field, or returns from an OEM qualification test with an unexplained result, the investigation eventually reaches a question that cannot be answered with a magnifying glass. The fracture surface looks unusual under optical microscopy, but the relevant features are below the resolution limit. The corrosion morphology suggests a specific mechanism, but you cannot confirm it from a visual examination. A particle was found on a critical surface, but its identity and origin are unknown.
Scanning electron microscopy resolves that question. SEM is the analytical bridge between what you can observe at the macro scale and what you need to know at the micro and nano scale. It is the single most powerful imaging tool available for failure analysis work in automotive manufacturing, and it is the technique that separates a surface-level investigation from a definitive root cause conclusion.
This article explains how SEM analysis works, what makes it uniquely suited to automotive failure investigation, and the specific applications where it delivers information that no other technique can provide.
How Scanning Electron Microscopy Works
Optical microscopy uses visible light to form an image. The resolution limit of optical microscopy is set by the wavelength of light, which constrains maximum useful magnification to approximately 1,000 to 2,000 times. Beyond that limit, the image becomes blurred rather than more detailed. For many failure analysis scenarios, this is insufficient. Fatigue striations, grain boundary features, corrosion pit morphology, and the surface texture of fracture faces all occur at scales that demand higher resolution.
Scanning electron microscopy replaces the light beam with a focused beam of electrons. Electrons have a wavelength several orders of magnitude shorter than visible light, which is what allows SEM to achieve resolution several hundred times greater than optical microscopy. The practical result is that SEM can produce sharp, detailed images at magnifications from approximately 20 times up to 100,000 times or higher, with a depth of field that is far greater than optical microscopy at equivalent magnifications.
The operating principle is sequential scanning. The electron beam is rastered across the sample surface in a grid pattern. At each point, the beam interacts with the sample and generates signals that are detected and used to construct the image. The most commonly used signal in standard SEM imaging is secondary electrons, which are low-energy electrons ejected from the sample surface by the primary beam. Because secondary electron emission is highly sensitive to surface topography, secondary electron images show the three-dimensional texture of the sample surface with exceptional clarity.
A second commonly used signal is backscattered electrons, which are primary beam electrons reflected back from the sample by elastic scattering. Backscattered electron intensity is strongly dependent on the atomic number of the elements in the sample: heavier elements appear brighter and lighter elements appear darker. This makes backscattered electron imaging valuable for identifying compositional contrast across a sample surface, for example distinguishing different phases in an alloy microstructure or identifying heavy-element inclusions in a polymer matrix.
SEM gives you the surface of a component or fracture face at a scale where the failure mechanism leaves its clearest physical record. What happened to a component is written in features that are tens to hundreds of micrometres in size. SEM reads that record.
Sample Preparation for SEM
Most metallic and ceramic samples can be imaged directly in the SEM without preparation, provided they are clean and appropriately sized for the sample chamber. Non-conducting samples, including most polymers, rubber, and unfilled ceramics, require a thin conductive coating applied by sputter deposition, typically gold, platinum, or carbon, to prevent the sample surface from charging under the electron beam. Charging causes image distortion and artefacts that interfere with analysis. The coating layer is typically 5 to 20 nanometres thick and does not obscure the surface features of interest.
For cross-section analysis, samples are prepared by cutting through the area of interest, embedding in a low-shrinkage resin, and grinding and polishing to a metallographic finish. This reveals the internal structure of the component at the cut plane, including coating layers, grain structure, crack paths, and interface morphology, all of which can then be imaged and analysed by SEM.
Sample preparation is a critical step that directly affects the quality of SEM results. Contamination introduced during preparation, or damage to fracture surfaces from careless handling, can mask or destroy the very features the analysis is designed to reveal. Experienced analysts handle samples with this in mind from the moment of receipt.
SEM Resolution and Magnification & What the Numbers Mean in Practice
Resolution and magnification are related but distinct concepts. Magnification tells you how many times larger the image is than the object. Resolution tells you the smallest feature the instrument can distinguish as separate from its neighbour.
Modern SEM instruments achieve practical working resolution of 3 to 20 nanometres depending on the instrument type and operating conditions. For most automotive failure analysis work, working resolution of 10 to 50 nanometres is sufficient to resolve the features of interest. In practice, the resolution achieved on a real sample depends on the sample condition, the accelerating voltage used, and the detector configuration. For most failure analysis work in automotive applications, working resolution of 10 to 50 nanometres is sufficient to resolve the features of interest.
The magnification range that covers most automotive failure analysis work is from 50 times to 10,000 times. At 50 to 200 times, SEM provides overview imaging of fracture surfaces and corrosion zones that gives context before higher magnification is applied. At 500 to 2,000 times, the characteristic features of specific failure mechanisms become clearly visible: fatigue striations, cleavage facets, intergranular fracture paths, corrosion pit morphology. Above 5,000 times, fine microstructural features, nano-scale corrosion products, and the surface morphology of individual particles can be resolved.
Magnification Range
What It Shows
Typical Application
20x to 200x
Overview of fracture faces, corrosion zones, large defects
Initial characterisation, failure site mapping
200x to 1,000x
Fracture morphology, crack initiation sites, gross microstructural features
Failure mechanism identification
1,000x to 5,000x
Fatigue striations, cleavage facets, grain boundary details, corrosion pits
Root cause determination, mechanism confirmation
5,000x to 20,000x
Fine microstructural features, corrosion product morphology, thin film details
Detailed mechanism analysis, corrosion characterisation
20,000x and above
Nano-scale features, particle surface morphology, ultra-thin coating details
Advanced characterisation, research-level analysis
SEM-EDX Combining Imaging with Elemental Analysis
SEM imaging tells you what a feature looks like. Energy-dispersive X-ray spectroscopy (EDX), also written EDS, tells you what it is made of. The two techniques are routinely operated together, using the same electron beam in the same instrument, and together they are more powerful than either technique alone.
When the primary electron beam interacts with the sample, it generates X-rays whose energies are characteristic of the elements present. Each element produces X-rays at specific, known energies: iron at 6.4 keV, aluminium at 1.49 keV, chlorine at 2.62 keV, and so on. The EDX detector measures the energy and intensity of these X-rays, producing a spectrum that identifies which elements are present and at what relative concentrations.
In automotive failure analysis, SEM-EDX is applied in three primary ways. Point analysis targets a specific feature identified in the SEM image and produces an elemental spectrum for that location. This is used to identify a corrosion product, confirm the composition of an inclusion, or characterise a contaminating particle. Area analysis averages the elemental composition across a defined region of the sample, providing a bulk compositional snapshot. Elemental mapping uses the EDX signal to construct colour-coded maps showing where specific elements are distributed across the imaged area, revealing elemental gradients, segregation, and the spatial relationship between different phases or contamination layers.
The combination of SEM morphological imaging and EDX elemental identification is the most information-dense single analytical step available in failure analysis. It simultaneously answers what happened and what it happened to.
EDX does have limitations that experienced analysts account for. It is a surface technique with a sampling depth of approximately 1 to 2 micrometres at typical operating voltages. Quantification accuracy depends on sample geometry and is less precise for light elements (below sodium in the periodic table, including carbon, nitrogen, and oxygen) than for heavier elements. For definitive quantitative analysis of light elements or trace concentrations, EDX results are confirmed by complementary techniques such as FTIR for organic identification or ICP-MS for trace elemental quantification.
For a deeper look at EDX elemental analysis and its role in failure investigation, see our dedicated EDX Analysis guide: /blog/edx-analysis/
Automotive Applications of SEM Analysis
SEM analysis is applied across a wide range of failure scenarios in automotive manufacturing and service. The following are the most significant application areas in the context of ALS’s failure analysis work.
Fracture and Fatigue Analysis
Fracture surfaces are the primary domain of SEM in automotive failure analysis. The mechanism of a fracture leaves characteristic morphological signatures on the fractured faces, and SEM imaging at appropriate magnification reveals these signatures clearly.
Fatigue fractures are identified by the presence of fatigue striations: closely spaced parallel marks that represent the crack front position at each load cycle. Striations are typically visible at magnifications of 1,000 to 5,000 times, and their spacing provides information about the crack growth rate per cycle. The initiation site of a fatigue crack is identifiable in the SEM image by the convergence of striation patterns and is typically associated with a stress concentration: a surface defect, a machining mark, a corrosion pit, or an inclusion.
Brittle fracture modes leave different signatures. Cleavage fracture in crystalline metals produces flat, faceted fracture surfaces aligned with specific crystallographic planes, visible in SEM as bright, planar areas with characteristic river line patterns. Intergranular fracture, where the crack propagates along grain boundaries rather than through grains, produces a faceted surface where individual grain surfaces are visible. This mode is associated with grain boundary embrittlement from hydrogen absorption, temper embrittlement, or grain boundary corrosion.
Ductile overload fracture produces a dimpled surface morphology at the microscale, where micro-voids nucleate at inclusions or particles and coalesce as the material deforms. The presence and size of dimples, and whether they are equiaxed or elongated, provides information about the stress state at fracture.
Corrosion Characterisation
SEM imaging characterises the morphology of corrosion damage in detail that cannot be achieved by optical microscopy. Pitting corrosion is identified by the hemispherical or crystallographic pit geometry and the presence of corrosion product deposits within and around the pits. The EDX spectrum of the corrosion products identifies the mechanism: chloride-rich corrosion products indicate chloride-induced pitting, sulfate-rich products indicate sulfuric acid attack, and the presence of zinc, chromate, or other coating elements indicates breakdown of the protective layer.
Crevice corrosion, galvanic corrosion at bimetallic interfaces, and stress corrosion cracking all have distinctive SEM signatures. Stress corrosion cracking produces branched or transgranular crack morphology that SEM distinguishes clearly from mechanical fatigue. Cross-section SEM imaging of corroded surfaces shows the depth and morphology of the corroded zone, the integrity of any remaining coating, and the relationship between the corrosion front and the underlying microstructure.
Contaminant and Particle Identification
When foreign particles are found on automotive component surfaces, in hydraulic fluids, on electrical contacts, or on PCB surfaces, SEM-EDX provides the most direct path to identification. The morphology of a particle (rounded, angular, fibrous, platelet-shaped) narrows the candidate material types. The EDX elemental composition provides positive identification: an iron-rich angular particle is consistent with machining swarf, a silicon and oxygen-rich particle suggests a silicate mineral contaminant, a carbon-rich fibrous particle indicates organic fibre contamination.
This combination of morphological and compositional information is essential for contamination source investigation. Identifying not just that contamination is present but where it likely originated from allows targeted corrective action in the manufacturing process. In cleanliness testing applications where particles are extracted from precision components and collected on filter membranes, SEM-EDX analysis of specific particles from the filter provides the particle identification data required by some OEM cleanliness specifications and by failure investigations where particle composition is central to the root cause.
Coating and Surface Treatment Analysis
SEM cross-section analysis is the primary tool for characterising the thickness, morphology, and integrity of coatings, platings, and surface treatments on automotive components. A properly prepared cross-section through a coated surface reveals each layer in the coating stack with nanometre-scale detail: the base material microstructure, the interface between base material and coating, each individual coating layer and its thickness uniformity, and any defects such as porosity, cracking, or delamination planes within the coating.
EDX line scan analysis across the cross-section shows how the elemental composition transitions from one layer to the next, identifying the composition of each layer and detecting diffusion zones, interdiffusion effects, or contaminating species at layer interfaces. This is particularly relevant for investigation of adhesion failures, where the locus of failure (whether it occurred within a layer or at an interface) determines whether the failure is a coating process problem, a surface preparation problem, or a design problem.
PCB and Automotive Electronics Failure Analysis
Electronic components and PCB assemblies in automotive applications are subject to increasingly stringent reliability requirements, driven by the safety-critical nature of automotive control systems. SEM analysis is central to failure investigation in this domain.
Solder joint failures are characterised by SEM to distinguish fatigue-driven cracking from brittle intermetallic fracture, from dewetting and non-wet opens caused by poor solderability. The fracture morphology and the composition of the solder and intermetallic layers identified by EDX provide the evidence to determine root cause. Corrosion and dendritic growth failures on PCB surfaces are investigated by SEM to characterise the morphology of the corrosion product and identify the ionic species responsible through EDX analysis. The distribution and density of corrosion sites across the board provides information about whether contamination was local or global, which guides the corrective action.
For PCB ionic contamination analysis and chemical cleanliness investigation, see our Chemical and Electronics Testing services: https://www.alstesting.co.th/anion-test-specialist-malaysia/
SEM vs Optical Microscopy & When to Use Each
SEM and optical microscopy are complementary techniques. In a structured failure analysis investigation, both are used, with optical microscopy providing the initial characterisation and SEM providing the higher-resolution detail needed to reach a definitive conclusion.
Dimension
Optical Microscopy
SEM Analysis
Maximum useful magnification
1,000x to 2,000x
Up to 100,000x or higher
Resolution
0.2 micrometres (diffraction limited)
Typically 3 to 20 nm (varies by instrument/settings)
Depth of field
Low – challenging for rough fracture surfaces
High – excellent for three-dimensional surfaces
Colour imaging
Yes – colour information from reflected light
No – greyscale images only (BSE gives compositional contrast)
Elemental analysis
Not available
Available via EDX – point, area, and map
Sample preparation
Minimal for most samples
Coating required for non-conducting samples
Throughput
Fast – rapid overview imaging
Slower – higher setup time per sample
Best application
Initial survey, large-area overview, surface colour assessment
High-resolution characterisation, elemental identification, fine feature analysis
Cost
Lower per hour
Higher per hour – more information per analysis
The practical workflow in failure analysis begins with stereo microscopy for large-area overview and failure site identification, moves to optical microscopy for initial characterisation at intermediate magnifications, and then applies SEM for the high-resolution imaging and EDX elemental analysis that establishes root cause. This sequence preserves the most informative analytical steps and ensures that SEM time is focused on the features that matter most.
What SEM Analysis Cannot Do
Understanding the limitations of SEM is as important as understanding its capabilities. SEM is an imaging and elemental analysis technique. It is not a molecular identification technique: it can tell you that a particle contains carbon, oxygen, and iron, but it cannot tell you whether the organic phase is a polyamide, a polyester, or an epoxy. For molecular identification of organic materials, FTIR spectroscopy is the appropriate complementary technique.
SEM is also a surface technique. Without cross-section preparation, it analyses only the surface of the sample. Subsurface features, internal cracks, and through-thickness compositional gradients are not visible in surface SEM imaging without sectioning. For volumetric characterisation, techniques such as serial cross-section analysis or X-ray computed tomography (available at specialist facilities) are required.
EDX quantification is more accurate for heavier elements than for light elements. Carbon, nitrogen, and oxygen are detectable but quantified with lower accuracy than elements from sodium and above in the periodic table. When precise quantification of light elements is required, complementary techniques including combustion analysis or carrier gas hot extraction are used.
These limitations are not reasons to avoid SEM. They are reasons to use it as part of a structured, multi-technique failure analysis programme where each technique’s output builds on and is corroborated by the others.
SEM Analysis at ALS Testing
ALS Testing provides SEM and SEM-EDX analysis as part of our automotive failure analysis services. Our SEM capability covers the full range of applications described in this article: fracture and fatigue analysis, corrosion characterisation, contaminant and particle identification, coating cross-section analysis, and PCB and electronics failure investigation.
All SEM analysis at ALS is conducted within our ISO/IEC 17025:2017 accredited quality management system, with documented equipment calibration, analyst qualification records, and sample traceability throughout. Our reports include representative SEM images with scale bars, magnification data, and operating conditions, supported by EDX spectra and maps where elemental characterisation is part of the investigation scope. Reports are formatted to support OEM submission, warranty dispute documentation, and technical engineering review.
Our failure analysis team has experience across the full range of automotive materials and component types: metals, polymers, composites, coatings, adhesives, and electronics assemblies. When a failure reaches the SEM stage, we have the context and the technical depth to connect what we see in the image to what was happening in the manufacturing process or service environment.
Summary
Scanning electron microscopy is the central imaging tool of automotive failure analysis. It achieves magnifications and resolutions that optical microscopy cannot reach, with a depth of field that makes it uniquely suited to imaging the rough, three-dimensional surfaces of fractures and corrosion zones. When combined with EDX elemental analysis, it identifies not just the morphology of a failure feature but the material it involves.
In automotive applications, SEM analysis is applied to fracture and fatigue investigation, corrosion characterisation, contaminant and particle identification, coating and surface treatment analysis, and PCB and electronics failure investigation. It is the technique that converts a visible failure into a defensible root cause conclusion, supported by documented images and data that hold up in OEM review, warranty proceedings, and regulatory submissions.
Next Steps
See our Failure Analysis services and full SEM capability overview: https://www.alstesting.co.th/failure-analysis-services-sem-ftir-edx-als-testing/
Read our guide to EDX elemental analysis in failure investigation: /blog/edx-analysis/
For PCB and electronics failure analysis including ionic contamination: https://www.alstesting.co.th/anion-test-specialist-malaysia/
Contact our team to discuss a failure investigation: https://www.alstesting.co.th/contact-us/
Read moreJune 2, 2026

At some point in the component qualification process, your OEM or customer will specify a cleanliness requirement. That requirement will reference one of two standards: ISO 16232 or VDA 19. If you have not worked with technical cleanliness testing before, the distinction between them is not immediately obvious. Both cover the same subject. Both are widely used in automotive manufacturing. And in practice, they are more aligned than their different names suggest.
But the differences matter, and choosing the wrong standard for your submission can delay qualification or require retesting. This guide explains what each standard covers, how they relate to each other, and how to determine which one your specific application requires.
Where ISO 16232 and VDA 19 Come From
ISO 16232 is the international standard for technical cleanliness testing in road vehicles. It was developed by ISO Technical Committee 22, the body responsible for road vehicle standards, and is published in ten parts covering the full range of cleanliness test activities – from sampling strategy and extraction methods through to analysis and reporting. Because it is an ISO standard, it is adopted as the reference framework by most international OEMs and by testing laboratories operating outside Germany.
VDA 19 is the equivalent German automotive industry standard, published by the VDA – the Verband der Automobilindustrie, the German Association of the Automotive Industry. It was developed by and for the German automotive industry, and reflects the cleanliness testing practices established by German OEMs over decades of precision component manufacturing. VDA 19 is published in two parts: Part 1 covers particle contamination analysis of functionally relevant automotive components, and Part 2 covers assembly environment requirements for technical cleanliness.
The relationship between them is a deliberate harmonisation. VDA 19 Part 1 and ISO 16232 were aligned through a coordinated revision process, with the result that the two standards are technically equivalent for most cleanliness testing applications. The methods, particle extraction principles, classification logic, and analytical requirements are substantively the same. Where they differ is in specific reporting format details, particle classification notation, and the scope of Part 2 of VDA 19, which has no direct ISO equivalent covering assembly environment requirements.
ISO 16232 and VDA 19 are harmonised standards covering the same testing discipline. Choosing between them is primarily a matter of which your OEM or customer specifies – not a choice between different test methods.
What ISO 16232 and VDA 19 Cover
ISO 16232 Structure and Scope
ISO 16232 is organised across ten numbered parts, each covering a specific aspect of cleanliness testing. The key parts for most testing applications are:
Part 1: Vocabulary – defines the terminology used across the standard
Part 3: Gravimetric analysis for determination of particulate contamination – covers mass-based cleanliness assessment
Part 4: Automated light extinction particle counting – covers the LPC method for particle size distribution
Part 5: Microscopic examination of components or extraction filters – covers manual microscopic classification
Part 6: Gravimetric analysis for determination of residual soiling on components – addresses residual contamination assessment
Part 7: Cleanliness attribute – defines the formal cleanliness attribute concept
Parts 8 and 9: Cover sampling strategies and specific extraction methods for different component types
The full ISO 16232 framework provides a complete methodology from extraction through to reporting, applicable to any automotive component where cleanliness is a functional requirement.
VDA 19 Structure and Scope
VDA 19 Part 1 covers functionally equivalent ground to ISO 16232, with the same core methodology: extraction of particles from the component, gravimetric and light obscuration particle counting, microscopic classification, and cleanliness class assignment. The particle size ranges, classification categories, and reporting principles are aligned with ISO 16232.
VDA 19 Part 2 is distinct. It addresses the assembly environment – the cleanliness requirements for the cleanroom or controlled environment in which precision components are assembled. It defines cleanliness classes for workspaces, tools, personnel, and packaging, providing a framework for controlling contamination introduction during the assembly process. ISO 16232 does not have an equivalent part covering assembly environments, which is why VDA 19 Part 2 remains in active use even among organisations whose component testing follows ISO 16232.
Key Similarities and Differences
For most cleanliness testing applications, the practical similarities between the two standards are more significant than their differences. The table below summarises the key dimensions.
Dimension
ISO 16232
VDA 19
Origin
International (ISO TC 22)
German automotive industry (VDA)
Technical equivalence
Harmonised with VDA 19 Part 1
Harmonised with ISO 16232
Particle extraction methods
Pressure flush, ultrasonic, rinsing – same principles
Same extraction methods as ISO 16232
Gravimetric analysis
Covered in Part 3
Covered in Part 1
Light obscuration particle counting (LPC)
Covered in Part 4
Covered in Part 1
Microscopic particle classification
Covered in Part 5
Covered in Part 1
Particle size ranges
Standardised ranges (100, 150, 200, 400, 600, 1000 µm thresholds)
Same size ranges as ISO 16232
Particle classification types
Metallic shiny, metallic non-shiny, fibre, other
Same four categories
Cleanliness class notation
ISO cleanliness class format
VDA cleanliness class format – slightly different notation
Assembly environment
Not covered
Covered in VDA 19 Part 2
Report format
ISO 16232 format
VDA 19 format – different layout conventions
Primary adopters
Global OEMs, non-German automotive markets
German OEMs and their Tier-1 supply chains
The notation difference in cleanliness class reporting is worth noting. Both standards define cleanliness classes based on particle counts per size range, but the way those classes are expressed in the test report differs between the two standards. If your OEM has specified a cleanliness requirement using VDA 19 notation, submitting a report in ISO 16232 format and vice versa can create confusion in the review process, even if the underlying analytical data is identical.
Which Standard Applies to Your Situation?
The straightforward answer: the standard that applies to your situation is the one your OEM or customer has specified. If the specification document, the purchase order, or the supplier quality requirement references VDA 19 – test to VDA 19 and report accordingly. If it references ISO 16232 – test to ISO 16232. Where the customer has specified both, which does happen in supply chains that cross between German and non-German OEM requirements, your laboratory will need to produce a report that addresses both frameworks.
Where no specific standard is referenced, or where you are establishing a cleanliness specification for a new product rather than responding to an OEM requirement, the choice is more open. The following considerations are relevant.
Choose ISO 16232 If…
Your primary customers or OEM relationships are outside Germany – particularly Japanese, American, Korean, or UK-based OEMs
You are testing to support ISO-referencing type approvals or international regulatory submissions
Your laboratory scope or accreditation references ISO 16232 as the test method
You are developing a cleanliness specification for a new component and want maximum international portability
Choose VDA 19 If…
Your customer is a German OEM or a Tier-1 supplier directly serving BMW, Volkswagen Group, Mercedes-Benz, Audi, Bosch, or ZF
The supplier quality manual, PPAP requirements, or component specification explicitly references VDA 19
You are testing for assembly environment qualification as well as component cleanliness – VDA 19 Part 2 is the relevant standard for this
Your existing cleanliness classification system uses VDA 19 notation and you need continuity across historical data sets
When Both Apply
Some Tier-1 suppliers serve multiple OEM relationships that span German and non-German customers. In this case, the same component may need to meet cleanliness requirements under both frameworks. Because the test methods are harmonised, a single test programme can produce data that satisfies both standards, provided the laboratory issues reports in the appropriate format for each customer requirement. Confirm this capability with your laboratory before proceeding, and provide both specification references when submitting your samples.
Because ISO 16232 and VDA 19 are technically harmonised, a single set of test results can satisfy both standards. The difference lies in how the report is formatted and how the cleanliness class is expressed.
A Note on Accreditation
Regardless of which standard your cleanliness test is conducted to, the laboratory producing the results should be accredited to ISO/IEC 17025:2017. This accreditation is the foundation of credibility for your test data. It means that the methods, equipment, and quality system behind your results have been independently audited and verified.
In practice, OEMs and procurement teams reviewing cleanliness test reports will look for the accreditation mark before they assess the results. A non-accredited report, however technically competent the laboratory, is not accepted as formal compliance evidence for OEM qualification, type approval, or regulatory submission purposes.
ALS Testing is accredited to ISO/IEC 17025:2017. Our cleanliness testing capability covers both ISO 16232 and VDA 19, with reports formatted to the appropriate standard for each customer requirement. Our results carry the ILAC MRA mark and are accepted by OEMs in more than 100 countries.
Practical Checklist Before You Submit Samples for Cleanliness Testing
Having the right information ready before sample submission helps your laboratory select the correct methods, format the report correctly, and avoid unnecessary follow-up. The following checklist covers the key points.
Confirm the standard: identify whether the OEM or customer specification references ISO 16232, VDA 19, or both
Confirm the cleanliness class requirement: obtain the specified cleanliness class or particle count limits from the specification document
Confirm the component type and critical surfaces: identify which surfaces and channels need to be sampled
Confirm the extraction method: some specifications define the required extraction method; if not, your laboratory will advise based on component geometry
Confirm whether SEM-EDX particle identification is required: some OEM specifications require elemental identification of particles above a defined size. If required, confirm this capability with your laboratory at the enquiry stage.
Confirm report format requirements: if your OEM requires a specific report format or data template, provide this to your laboratory before testing begins
Package samples correctly: seal components in clean polythene bags immediately after manufacture to prevent post-manufacture contamination that would invalidate the test
Summary
ISO 16232 and VDA 19 are technically harmonised standards covering the same testing discipline: the extraction, quantification, and classification of particulate contamination from precision automotive components. The choice between them is driven primarily by your OEM requirement, not by any fundamental difference in the testing process.
German OEMs and their direct Tier-1 suppliers will typically specify VDA 19. Global OEMs outside Germany will typically specify ISO 16232. Where both apply, the harmonised methods allow a single test programme to satisfy both frameworks with appropriate dual reporting.
What matters most in both cases is that the testing is conducted by an ISO/IEC 17025 accredited laboratory with genuine specialist capability in technical cleanliness testing – the extraction methods, particle counting equipment, microscopic analysis, and reporting experience to produce results that your OEM will accept without qualification.
Next Steps
See our full Cleanliness and Particle Testing capability: https://www.alstesting.co.th/technical-cleanliness-testing/
Read our detailed guide to VDA 19 testing requirements: /blog/vda-19-guide/
Download our ISO 16232 test preparation checklist: /blog/iso-16232-checklist/
Contact our team to discuss your cleanliness testing requirements: https://www.alstesting.co.th/contact-us/
Read moreJune 2, 2026
If you are new to the automotive supply chain – or expanding into it – you will encounter the term automotive testing early and often. It appears in OEM qualification documents, supplier quality requirements, and regulatory submissions. It is referenced in purchase orders, quality plans, and audit checklists. But what does it actually mean, and why does it carry so much weight?
This guide answers both questions. It covers what automotive testing is, the main categories it encompasses, how it fits into the manufacturing lifecycle, and what separates a test that gives you confidence from one that simply gives you a result.
The Definition of Automotive Testing
Automotive testing is the systematic evaluation of materials, components, sub-assemblies, and complete vehicle systems against defined specifications. Those specifications may be set by an OEM, a regulatory body, an international standards organisation such as ISO or IEC, or a combination of all three.
The goal is verification. Testing establishes, with documented evidence, that a product does what it is supposed to do, under the conditions it will actually encounter, at the level of precision the application requires. For a hydraulic valve in a transmission, that means cleanliness down to the micron level. For an interior trim panel, it means VOC emissions within prescribed limits. For a PCB in a safety-critical control unit, it means ionic contamination below the threshold that triggers corrosion or leakage current.
Automotive testing is not the same as general product testing. The standards are more demanding, the traceability requirements are stricter, and the consequences of getting it wrong are more severe. That is why the framework around it – accreditation, methodology, and documentation – exists in the form it does.
Automotive testing is verification with consequences. It is the documented evidence that sits between a supplier’s claim and an OEM’s acceptance.
The Main Types of Automotive Testing
Automotive testing covers a wide range of disciplines. In practice, most suppliers will engage with several of these over the course of a product’s lifecycle. Understanding the landscape helps you identify what your specific situation requires.
Technical Cleanliness Testing
Cleanliness testing quantifies the particulate contamination present on or within a precision automotive component. It is governed by ISO 16232 and VDA 19 – the international and German automotive industry standards respectively – and produces a cleanliness class: a formal rating that can be compared directly against the cleanliness specification defined by the OEM or component designer.
Cleanliness matters because particles that are invisible to the eye can cause catastrophic failures in hydraulic systems, fuel systems, and braking systems. A single metallic particle of the wrong size in the wrong place can jam a valve, block an orifice, or score a precision-ground surface. For EV platforms, the cleanliness requirements of battery thermal management circuits and power electronics cooling paths are equally stringent.
The process involves particle extraction from the component, gravimetric analysis to determine total particle mass, light obscuration particle counting to establish size distribution, and in some cases SEM-EDX analysis to identify particle composition. This is specialist work – not every laboratory offers it to the depth that OEM qualifications require.
See our Cleanliness and Particle Testing services for ISO 16232 and VDA 19 capability details. https://www.alstesting.co.th/technical-cleanliness-testing/
Failure Analysis
Failure analysis is the forensic investigation of a component that has failed – in production, in qualification testing, or in the field. The objective is root cause: not just identifying what failed, but tracing the failure back to its physical, chemical, or mechanical origin.
The core techniques are scanning electron microscopy (SEM) for high-magnification surface and fracture imaging, energy-dispersive X-ray spectroscopy (EDX) for elemental identification, FTIR spectroscopy for organic material identification, and metallurgical cross-section preparation for internal microstructural analysis. These techniques are applied in combination, following the failure evidence from the macro scale down to the micro and nano scale.
Failure analysis is applied at every stage of the automotive lifecycle: during development to catch design or material weaknesses early, during qualification when unexpected test failures must be explained, during production to prevent recurrence of non-conformances, and after field returns to determine warranty liability and drive product improvement.
Materials and Environmental Testing
This category covers two related but distinct disciplines. Materials testing evaluates the chemical composition and performance properties of automotive materials – plastics, rubbers, foams, adhesives, coatings, metals, and composites. Environmental testing exposes components and materials to simulated real-world conditions – temperature extremes, humidity, corrosion, UV exposure, vibration – to assess durability and stability.
Key standards in this area include VDA 278 and ISO 12219 for VOC and semi-volatile organic emissions from interior materials, ISO 9227 and ASTM B117 for salt spray corrosion testing, and the IEC 60068 series for thermal shock and environmental simulation of automotive electronics. These tests support material qualification, OEM specification compliance, and regulatory approval across interior and exterior component categories.
Full capability details are available on our Automotive Materials and Environmental Testing page at https://www.alstesting.co.th/automotive-materials-environmental-testing-als-testing/
Chemical and Electronics Testing
Chemical testing in automotive applications covers two converging areas. The first is trace chemical analysis of materials and components: identifying and quantifying organic compounds, trace elements, restricted substances, and ionic contaminants using techniques including GCMS, ICP-MS, FTIR, and ion chromatography (IC).
The second is electronics-specific chemical testing, which has grown significantly as vehicle architectures shift toward electronics-intensive platforms. This includes ionic contamination testing of PCB assemblies by IC to IPC-TM-650, anion and cation analysis of flux residues and process chemical contamination, RoHS restricted substance screening to IEC 62321, and REACH SVHC screening for hazardous chemical content.
Ion chromatography – the basis of what is often called the anion test – is increasingly critical for automotive electronics manufacturers. It detects the anionic species that drive corrosion and leakage current failures in PCB assemblies: chloride, fluoride, sulfate, nitrate, phosphate, and organic acid anions from flux residues.
How Automotive Testing Fits the Manufacturing Lifecycle
Testing is not a single event at the end of a production run. In a well-structured quality system, it is integrated throughout the manufacturing lifecycle, with different test types serving different purposes at each stage.
Material and Supplier Qualification
Before a material or sub-component enters production, it needs to be qualified against the OEM specification. This typically involves a defined test programme covering chemical composition, mechanical performance, emissions, and where relevant, cleanliness. Qualification testing establishes the baseline – the evidence that the material or component, as supplied, meets the defined requirements. This is predominantly third-party laboratory work, because OEMs require accredited results.
Prototype and Development Testing
During development, testing is used iteratively. A material is selected, tested, modified based on results, and tested again. Failure analysis at this stage investigates unexpected results and guides design changes. The goal is to resolve weaknesses before they become production problems, when the cost of correction is manageable.
Production Quality Control
Once production is established, routine testing monitors process stability and product consistency. This is often a combination of in-house QC – simple checks that verify the process is running within limits – and periodic third-party testing to maintain the documented evidence of compliance. The frequency and scope of third-party testing during production is typically defined by the OEM or the quality plan.
Field Failure Investigation
When components fail in service, failure analysis traces the failure to its cause. This determines whether the failure represents a design defect, a manufacturing escape, a misapplication, or a warranty claim that is outside the supplier’s scope. The findings drive corrective action and, in more serious cases, inform recall or field campaign decisions. At this stage, the independence and accreditation of the laboratory producing the analysis matters significantly – both for the technical credibility of the conclusions and for their use as evidence in commercial or legal contexts.
Destructive vs Non-Destructive Testing
One practical distinction that matters when planning a test programme is whether the testing is destructive or non-destructive.
Destructive testing involves irreversible analysis. Cross-section preparation, chemical extraction, mechanical fracture testing – these all consume the sample. The benefit is that they yield the most detailed information about a component’s internal structure, material composition, and failure mechanism. The trade-off is that the tested sample cannot be returned to service or reused.
Non-destructive testing (NDT) allows a component to be evaluated and returned. Techniques such as SEM surface imaging, particle extraction (which does not damage the component structure), and X-ray inspection fall in this category. NDT is preferred where sample numbers are limited – for example, with prototype components or field returns where no duplicate is available.
In practice, a failure analysis investigation will often begin with non-destructive examination and progress to destructive techniques as the evidence trail narrows. The sequence is planned in advance to preserve the most informative analytical options.
Why Independent, Accredited Testing Matters
It is worth being direct about this. Not all testing is equal, and the difference between testing conducted by an ISO/IEC 17025 accredited independent laboratory and testing conducted in-house has concrete consequences.
ISO/IEC 17025 is the international standard for the competence of testing and calibration laboratories. Accreditation to this standard means that a laboratory’s methods, equipment calibration, analyst qualifications, and quality management system have been audited and verified by an independent accreditation body. The ILAC MRA – the Mutual Recognition Arrangement administered by the International Laboratory Accreditation Cooperation – extends this recognition globally, so that accredited results from a laboratory in Malaysia are accepted by OEMs and regulators in Europe, North America, and Japan without question.
There are three reasons this matters in practice.
OEM acceptance: the vast majority of global OEMs require accredited test data for qualification submissions, type approvals, and compliance evidence. In-house data, regardless of how it was generated, is generally not accepted for these purposes.
Liability protection: an independent test report provides documented, objective evidence of compliance at the time of manufacture. This evidence is critical when warranty claims, product liability disputes, or regulatory investigations arise. An independent report protects suppliers from unjustified claims.
Objectivity: an independent laboratory has no stake in the outcome. It reports what it finds. For any test result that will be used in a formal context – OEM submission, regulatory filing, legal proceedings – this independence is not optional.
ALS Testing is accredited to ISO/IEC 17025:2017, with results recognised under the ILAC MRA in more than 100 countries. Our test reports carry the formal ILAC MRA mark and are accepted by OEMs and regulatory authorities worldwide.
The laboratory you choose to partner with has direct consequences for your OEM relationships, your regulatory posture, and your ability to respond to quality issues with credible evidence.
Choosing the Right Laboratory for Automotive Testing
With multiple testing laboratories operating in Malaysia and across Southeast Asia, choosing the right partner requires more than a price comparison. A few dimensions worth evaluating:
Accreditation scope: confirm that the specific tests you require are within the laboratory’s accredited scope, not just offered as unaccredited services. The distinction matters for OEM and regulatory submissions.
Specialist capability: some test types – particularly cleanliness testing to ISO 16232 and VDA 19, and advanced failure analysis using SEM, FTIR, and EDX – require specialist equipment and methodological expertise that not every general testing laboratory has invested in.
Understanding of automotive context: raw analytical data has limited value without interpretation in the context of your manufacturing process and OEM specification. A laboratory that understands automotive manufacturing can tell you not just what the results show, but what they mean for your quality programme.
Turnaround and communication: production schedules and OEM submission deadlines are real constraints. A laboratory that communicates proactively from sample receipt through to report delivery reduces the risk of delays cascading into production or commercial consequences.
ALS Testing combines ISO/IEC 17025 accreditation, specialist cleanliness and failure analysis capability, and 40 years of global testing network experience with deep local knowledge of the Malaysian and Southeast Asian automotive market.
Ready to Discuss Your Testing Requirements?
Whether you are qualifying a new component for an OEM programme, investigating a failure, or establishing a testing protocol for a new material or platform, ALS Testing’s specialists are here to help.
See the full range of ALS automotive testing services: https://www.alstesting.co.th/automotive-testing-services-als-testing-laboratory/
Contact our team for a quotation or technical consultation: https://www.alstesting.co.th/contact-us/
Read moreMay 14, 2026

C3 (Critical Cleanliness Control®) — The Next Level of PCB Cleanliness Testing
ALS Testing Services (Thailand) Co., Ltd.
New Service
Special Offer : 2,000 baht
(Regular Price: 3,000 baht)
️ Promotional Details — Limited Time Offer
ALS is proud to offer C3 testing at a special introductory price:
Regular Price
Promotional Price
C3 Testing Service
฿3,000
✅ ฿2,000
️ Promotion Period: May 15 – August 14, 2026 (Limited-time offer — secure your slots early!)
The Hidden Threat on Every PCB
In today’s electronics manufacturing landscape, cleanliness is not just a matter of aesthetics — it is a fundamental quality and reliability requirement. Every printed circuit board (PCB) that passes through a production line is exposed to a wide range of potential contaminants: flux residues, ionic salts, process chemicals, airborne particulates, moisture, and even fingerprint oils from human handling.
What makes this especially dangerous is that many of these contaminants are invisible to the naked eye. A PCB may look perfectly clean under normal inspection — yet still carry enough ionic contamination to cause field failures months or years down the line.
The consequences of neglecting PCB cleanliness can be severe:
️ Moisture absorption by residual ionic salts
⚙️ Electrochemical corrosion of copper traces and solder joints
️ Electromigration and dendritic growth — microscopic conductive bridges forming between circuit traces
⚡ Leakage currents and short circuits
Complete board failure — often unpredictable and difficult to trace in the field
This is why cleanliness testing is no longer optional — it is a critical step in any robust quality assurance and reliability program.
What Is C3 (Critical Cleanliness Control®)?
C3 (Critical Cleanliness Control®) is a state-of-the-art, localized ionic cleanliness testing technology designed specifically to address the limitations of traditional cleanliness measurement methods.
At its core, C3 works by using ultra-pure deionized water as an extraction medium. A precisely controlled volume of water is applied to a specific, targeted area of the PCB surface. The water extracts ionic contaminants from that localized zone, and the resulting solution is then analyzed by measuring its electrical conductivity and resistance. From these measurements, the instrument calculates the Corrosivity Index (C.I.) — a standardized indicator of contamination level and potential corrosion risk.
The fundamental principle is elegant in its simplicity:
The more ionic contamination present, the higher the electrical conductivity of the extract → the higher the C.I. value → the greater the risk.
Conversely:
✅ Low C.I. = Clean PCB = Low corrosion risk = Reliable product
The Science Behind Ionic Contamination
To fully appreciate the value of C3 testing, it is important to understand why ionic contamination is so harmful at a fundamental level.
What Are Ionic Contaminants?
Ionic contaminants are electrically charged chemical species (ions) — both positively charged cations (e.g., Na⁺, K⁺, Ca²⁺) and negatively charged anions (e.g., Cl⁻, Br⁻, SO₄²⁻) — that remain on the PCB surface after manufacturing.
Common sources include:
Contamination Source
Typical Ionic Species
Solder flux residues
Organic acids, halide activators (Cl⁻, Br⁻)
Human handling
NaCl (sodium chloride) from perspiration
Process water
Calcium, magnesium, chloride ions
Atmospheric dust
Mixed ionic salts
Cleaning agent residues
Surfactant ions, alkaline species
PCB substrate outgassing
Various organic ionic compounds
⚠️ The Electrochemical Failure Mechanism
When ionic contaminants combine with moisture — even at normal ambient humidity levels — they form a thin electrolytic film on the PCB surface. In the presence of an applied electric field (i.e., a powered circuit), this sets off a chain of electrochemical reactions:
Ionic contamination+H2O+Electric field→Electrochemical corrosion+Dendritic growthIonic contamination+H2O+Electric field→Electrochemical corrosion+Dendritic growth
Dendritic growth (also called electrochemical migration or ECM) is particularly insidious: metallic ions dissolved from corroding conductors are redeposited as branching, tree-like conductive filaments that can bridge adjacent circuit traces, causing intermittent or permanent short circuits. These failures are notoriously difficult to diagnose after the fact.
Traditional Testing vs. C3 — Understanding the Difference
❌ Traditional Methods: ROSE Testing (Resistivity of Solvent Extract)
For decades, the industry relied primarily on ROSE (Resistivity of Solvent Extract) testing — standardized under IPC-TM-650 Method 2.3.25 — as the go-to cleanliness measurement. In ROSE testing, the entire PCB is immersed in a mixture of isopropyl alcohol (IPA) and deionized water, and the total ionic contamination of the whole board is measured.
While ROSE testing provides a useful global cleanliness benchmark, it has well-recognized limitations:
❌ It gives only a board-average result — it cannot identify where contamination is located
❌ High-risk localized zones (e.g., beneath dense IC packages) may have dangerous contamination levels that are diluted and masked by cleaner areas elsewhere on the board
❌ It cannot be performed on boards with components or coatings already applied
❌ Results are not spatially resolved — they provide no actionable guidance for process engineers
✅ C3: The Localized, Targeted Solution
C3 was developed precisely to overcome these limitations. Rather than flooding the entire board, C3 applies its extraction water to a precisely defined, small area — as small as a few square centimeters — enabling point-by-point contamination mapping of the PCB surface.
Feature
ROSE / Traditional Testing
C3 (Critical Cleanliness Control®)
Testing Area
Entire board (global average)
Specific localized zones
Spatial Resolution
None
High — point-by-point mapping
Under-component testing
❌ Not possible
✅ Capable (QFN, BGA, etc.)
Non-destructive
✅ Yes
✅ Yes
Speed
Moderate
⚡ Rapid — near-immediate results
Process trend monitoring
Limited
✅ Full C.I. trend tracking
Actionability
Low
High — identifies specific problem areas
Key Advantages of C3 Testing
1. Localized, Targeted Testing
Unlike global testing methods, C3 allows engineers to test exactly where it matters most — directly beneath high-density IC packages, in solder joint crevices, around connector interfaces, or any zone identified as high-risk. This targeted approach dramatically increases the sensitivity and relevance of the contamination data.
2. ⚡ Rapid, Real-Time Results
C3 delivers results almost immediately after sample extraction. This makes it ideal for in-line or at-line quality control, enabling rapid feedback during production rather than waiting for lengthy laboratory turnaround times.
3. Fully Non-Destructive
The C3 extraction process uses only ultra-pure water and causes zero physical or electrical damage to the PCB, its components, solder joints, or surface finishes. The tested board can proceed normally through the production process or be returned to the customer without any impact on its integrity.
4. Process Trend Monitoring and SPC Integration
Because C3 generates quantitative C.I. data for specific locations, it is perfectly suited to Statistical Process Control (SPC) integration. Engineers can plot C.I. values over time to:
Identify process drift before it causes failures
Evaluate the effectiveness of cleaning process changes
Establish and maintain cleanliness control limits
Generate compliance documentation for customers and auditors
5. Hidden Zone Inspection (Under-Component Testing)
One of the most powerful capabilities of C3 is its ability to assess contamination beneath components — including low-standoff packages such as QFN (Quad Flat No-Lead) and BGA (Ball Grid Array) devices, where conventional inspection is physically impossible. This is increasingly critical as component miniaturization continues and the standoff gap between package and PCB becomes ever smaller.
Applications Across the Electronics Manufacturing Lifecycle
C3 is a versatile tool applicable at multiple stages of PCB fabrication, assembly, and quality assurance:
✔️ 1. Post-Soldering Cleanliness Verification
After wave soldering, reflow soldering, or selective soldering operations, flux residues — especially from no-clean flux formulations — may remain on the PCB surface. C3 provides a quantitative measure of residual ionic contamination, enabling engineers to determine whether cleaning is required or whether the no-clean residues are within acceptable limits.
✔️ 2. Pre-Conformal Coating Inspection
Conformal coating is applied to protect PCBs in harsh environments (humidity, chemicals, vibration). However, if ionic contamination is present beneath the coating, moisture can penetrate and trigger under-coating corrosion and delamination, causing the coating to fail. C3 testing before coating application ensures that the substrate is clean and that the coating will perform as intended.
✔️ 3. In-Line Production Quality Control
C3 can be integrated into the production quality control workflow as a routine check at defined process stages. By monitoring C.I. values at regular intervals, manufacturing teams can maintain consistent cleanliness standards and rapidly detect when a process step (e.g., a solder paste applicator, a flux dispensing system, or a cleaning machine) begins to drift out of specification.
✔️ 4. PCB Failure Analysis (FA)
When a PCB is returned from the field due to a reliability failure, C3 is an invaluable tool in the failure analysis process. By mapping the contamination profile of specific areas on the failed board — and comparing it against reference (non-failed) boards — engineers can determine whether ionic contamination played a role in the failure and identify its likely source.
✔️ 5. Cleaning Process Validation and Optimization
When introducing or validating a new cleaning chemistry, cleaning machine, or cleaning process parameter, C3 provides the quantitative data needed to confirm that the process effectively removes contamination from all critical zones, including those beneath low-standoff components.
✔️ 6. Incoming Material and Bare Board Inspection
C3 can also be applied to bare PCB substrates and incoming solder paste or flux materials to verify their ionic contamination levels before they enter the production line — preventing contamination from being introduced at the very start of the manufacturing process.
Understanding the Corrosivity Index (C.I.)
The primary output of C3 testing is the Corrosivity Index (C.I.), a dimensionless numerical value derived from the electrical conductivity measurement of the extraction solution. The C.I. provides a direct, standardized, and comparable measure of ionic contamination for any tested location.
C.I. Interpretation Guide:
C.I. Value Range
Cleanliness Status
Risk Level
Recommended Action
Low ✅
Excellent — PCB is clean
Very Low
No action required; approve for next process
Moderate ⚠️
Acceptable — minor contamination
Low–Medium
Monitor trend; review process
High ❌
Contamination detected
High
Investigate source; consider re-cleaning
Very High ❌❌
Heavy contamination
Critical
Do not proceed; immediate corrective action
Note: Specific C.I. acceptance thresholds should be established based on the end-use application, customer requirements, and applicable industry standards (e.g., IPC-7711/7721, IPC-6012, IPC-A-610).
Industry Standards and Regulatory Context
The importance of PCB cleanliness is recognized and mandated by major international electronics industry standards:
IPC-7711/7721 — Rework, Modification and Repair of Electronic Assemblies
IPC-6012 — Qualification and Performance Specification for Rigid Printed Boards
IPC-A-610 — Acceptability of Electronic Assemblies
IPC-TM-650 2.3.25 — Ionic Cleanliness Testing
J-STD-001 — Requirements for Soldering Electrical and Electronic Assemblies
MIL-PRF-31032 / MIL-P-55110 — Military specifications for PCB reliability
C3 testing supports compliance with these standards by providing the localized, quantitative, and traceable cleanliness data that global testing methods cannot supply.
Contact Us
For inquiries, quotations, and sample submissions, please contact our Marketing Team:
+66 94 480 4705 +66 94 480 4706 +66 83 858 1323
➡️ Click here to view full promotion details
Read moreMay 13, 2026

Cross-Sectional Analysis for Electronic Devices: Seeing What the Naked Eye Can’t
When the Real Problem Is Hidden Inside
In electronics manufacturing, the most critical defects are often the ones you can’t see. A hairline crack in a solder joint, a void in a plating layer, an invisible delamination between PCB layers — any of these can cause a device to fail unpredictably in the field, with consequences ranging from product recalls to safety incidents.
Cross-sectional analysis is the technique that makes the invisible visible. By physically sectioning a component and examining its internal structure with precision instruments, engineers gain access to information that no surface inspection can provide — and that information is often the difference between a reliable product and an expensive failure.
What Is Cross-Sectional Analysis — and Why Does It Matter?
Cross-sectional analysis involves preparing a material or device specimen by cutting, mounting, and polishing it to reveal a precise internal cross-section, then examining that section under high-powered microscopy. It’s routinely applied to PCBs, PCBAs (assembled boards), integrated circuits (ICs), and a wide range of other electronic and industrial components.
The Five Core Objectives
Table
Objective
What It Delivers
Defect Detection
Identifies incomplete connections, solder defects, and structural flaws before they cause failures in the field
Material Quality Assessment
Evaluates layer thickness, density, mechanical strength, and durability — informing better material selection decisions
Failure Analysis
Traces the root cause of device failures with scientific precision, not guesswork
Product Development
Reveals weaknesses in current designs and provides the data needed to build better, more reliable products
Cost Reduction
Catching defects early in production is dramatically cheaper than recalls, rework, or warranty claims downstream
Step-by-Step: The Cross-Sectional Analysis Process
Reliable results depend on rigorous, standardized preparation. Here’s how the process unfolds at ALS:
Stage 1: Sample Preparation
Document the sample Before any cutting begins, the specimen is photographed in full — capturing the overall condition and the specific area of interest. This creates a visual baseline for the entire analysis.
Precision cutting The specimen is cut using specialized equipment, maintaining a minimum distance of 1.0 cm from the region of interest to avoid cutting-induced damage. If the area is particularly sensitive, the sample is pre-mounted in epoxy resin to protect it during sectioning.
Ultrasonic cleaning The cut specimen is cleaned in an ultrasonic bath for 2–3 minutes, then thoroughly dried — removing any debris or contamination that could affect imaging quality.
Stage 2: Mounting (Casting)
The specimen is embedded in a precisely measured mixture of epoxy resin and hardener, cast into a mold that holds it securely in the correct orientation. Once fully cured, the mounted sample is carefully removed from the casting cup.
The casting cup is cleaned with IPA-soaked cloth after each use to remove cured resin residue — maintaining consistent mounting quality across samples.
✨ Stage 3: Grinding and Polishing
The mounted specimen is processed on a NANO 1000T Grinder-Polisher, working through progressively finer abrasives at controlled speeds until the cross-section surface is perfectly flat, smooth, and ready for microscopic examination.
Stage 4: Microscopic Analysis
Optical Microscopy Using a high-performance optical microscope at magnifications ranging from 10× to 500× (selected based on sample characteristics), the cross-section is systematically imaged and examined for visible defects, layer integrity, and structural anomalies.
SEM/EDX Analysis For deeper investigation, Scanning Electron Microscopy (SEM) provides nanometer-level resolution imaging of internal structures, while Energy Dispersive X-ray Spectroscopy (EDX) identifies the elemental composition of specific areas — revealing not just where a problem exists, but what it’s made of.
Stage 5: Reporting
Analysis data — including images, measurements, and compositional findings — is compiled into a comprehensive report. Results are presented with supporting graphics, charts, and clear scientific interpretation, making findings accessible to both technical and non-technical stakeholders.
The Technical Toolkit: Key Analysis Techniques
Optical Microscopy
Uses visible light to generate high-resolution images at the micrometer scale. The standard first step for examining solder joint quality, layer continuity, and surface-level defects in PCBs and electronic assemblies.
⚡ Electron Microscopy (SEM & TEM)
Replaces light with a focused electron beam to achieve nanometer-scale resolution — far beyond what optical microscopy can deliver. Essential for studying particle morphology, interface characteristics, and fine structural details that affect electrical and mechanical performance.
️ Metallographic Analysis
Chemical etching techniques are applied to reveal grain boundaries, phase distributions, and internal microstructure in metallic materials — enabling detailed assessment of structural continuity and micro-level defects.
Hardness Testing (Vickers / Rockwell)
Quantifies the mechanical properties of materials at the cross-section — including hardness, wear resistance, and strength — providing critical data for quality certification and material performance evaluation.
X-ray Analysis (XRD & XRF)
XRD (X-ray Diffraction) — Reveals crystal structure and phase composition of materials
XRF (X-ray Fluorescence) — Identifies elemental composition and detects contamination or impurities
Together, these techniques provide a complete chemical and structural picture of the material under investigation.
What Materials and Applications Can Cross-Sectional Analysis Examine?
Cross-sectional analysis is far more versatile than many realize. Beyond electronics, it has applications across virtually every field of materials science and engineering:
️ Electronic Materials
PCBs — Detecting soldering defects, delamination, via integrity issues, and layer thickness non-conformance
Electronic components — Capacitors, resistors, and ICs: internal structural assessment and material integrity verification
Metallic Materials
Metal alloys — Examining crystal structure, elemental distribution, and internal defects such as cracks or incomplete fusion
Industrial materials — Evaluating mechanical properties and wear resistance of steel and aluminum for structural and machinery applications
Chemical and Polymer Materials
Plastics and polymers — Analyzing internal structure, additive distribution, strength, and flexibility characteristics
Ceramic materials — Assessing internal structure, fracture resistance, and impact strength for industrial ceramic applications
Medical and Biomedical Research
Biological tissue — Studying cellular architecture, comparing cancerous and healthy cells, and evaluating tissue response to treatment
Vaccines and pharmaceuticals — Examining structural composition to assess formulation stability and efficacy
Social Sciences
Cross-sectional studies — Collecting population-level data at a single point in time to analyze factors influencing health outcomes, behaviors, and demographic trends — providing foundational data for longitudinal research
Why Choose ALS for Cross-Sectional Analysis?
ALS Testing combines state-of-the-art instrumentation — including high-performance optical microscopes, SEM/EDX systems, and precision grinding equipment — with years of hands-on expertise in electronics failure analysis and materials characterization.
Our ISO/IEC 17025 accredited laboratory ensures that every analysis is conducted to the highest international standards, with results that are scientifically defensible, clearly communicated, and ready to support your quality decisions.
Whether you’re investigating a field failure, validating a new manufacturing process, or developing the next generation of electronic products, cross-sectional analysis with ALS gives you the internal insight you need to get it right.
Contact ALS Testing Services (Thailand)
ALS Testing Services (Thailand) Co., Ltd. Advanced chemical analysis and materials testing — powered by modern technology and specialist expertise.
Tel: +(66) 2700 9665 Email: pathumthani@alsglobal.com
When surface inspection isn’t enough — cut deeper with ALS. Contact our team today to discuss your cross-sectional analysis requirements.
Read moreMay 13, 2026

Volatile Organic Compounds (VOCs): What They Are, Why They Matter, and How to Measure Them
The Invisible Chemicals Around Us
They’re in the paint on your walls, the fuel in your car, the cleaning products under your sink — and quite possibly, the air you’re breathing right now. Volatile Organic Compounds (VOCs) are a family of chemicals so pervasive that most people encounter them daily without realizing it.
VOCs are liquid or solid chemical compounds with low boiling points, meaning they evaporate easily at room temperature and enter the air we breathe. While some are relatively harmless, others pose serious risks to human health and the environment — making accurate detection, measurement, and control essential for industries, regulators, and communities alike.
Meet the Key Players: Common Types of VOCs
Benzene
A colorless aromatic hydrocarbon found in petrol, diesel, paints, and solvents. Benzene is classified as a known human carcinogen, with established links to leukemia and damage to the nervous system. Even low-level, long-term exposure carries significant health risks.
Formaldehyde
A colorless, pungent gas that dissolves readily in water. Widely used in wood-based manufacturing (plywood, particleboard) and household cleaning products, formaldehyde causes respiratory irritation, eye and skin reactions, and is associated with increased cancer risk with prolonged exposure.
Toluene
A benzene-like hydrocarbon with an added methyl group, found in petrol, solvents, and paints. Exposure to toluene can cause dizziness, headaches, and neurological impairment — particularly in poorly ventilated environments.
Xylene
A hydrocarbon with two methyl groups, used extensively in paint production, solvents, and fuels. Xylene exposure affects the eyes, respiratory system, and nervous system, and can be especially hazardous in occupational settings.
Where Do VOCs Come From?
VOC emissions come from a surprisingly wide range of sources — both natural and human-made:
Natural Sources
Decomposing organic matter — When plants and animals break down, bacteria release VOCs such as methane and ethylene as byproducts
Natural seepage — Petroleum deposits and geothermal activity can release VOCs naturally into the atmosphere
Combustion Sources
Industrial fuel burning — Power generation, manufacturing facilities, and industrial boilers burning oil, coal, or gas release significant VOC emissions
Vehicle exhaust — Fossil fuel-powered vehicles are a major source of urban VOC pollution, contributing to smog formation and air quality degradation
Industrial Sources
Manufacturing processes — Production of paints, solvents, rubber, plastics, and specialty chemicals involves extensive use of VOCs
Industrial operations — Equipment cleaning, maintenance, and chemical handling all generate VOC releases that must be carefully managed
Everyday Sources
Household products — Wall paints, cleaning agents, bleaches, fuels, and dry-cleaning fluids all contain VOCs that off-gas into indoor air
Home appliances — Printers, air conditioners, and other devices can emit low levels of VOCs during operation
The Health Impact: What VOC Exposure Does to the Body
Table
Health Effect
Symptoms & Consequences
️ Irritation
Eye, nose, and throat irritation — often the first sign of exposure
Respiratory problems
Breathing difficulties, airway constriction, worsening of asthma
Neurological effects
Dizziness, confusion, insomnia, and memory impairment
⚠️ Cancer risk
Certain VOCs (notably benzene) are classified carcinogens with documented links to leukemia
Environmental Consequences: Beyond Human Health
VOCs don’t just affect people — they damage the world around us:
Air Quality
VOCs react with nitrogen oxides in sunlight to form photochemical smog — the hazy, harmful air pollution common in urban areas. This ground-level ozone damages respiratory systems and reduces visibility.
Water Quality
When VOCs enter water bodies through spills or runoff, they become toxic to aquatic life — disrupting ecosystems and contaminating drinking water sources.
Soil Quality
VOCs that leach into soil inhibit plant growth and degrade soil health, with long-term consequences for agriculture and natural ecosystems in contaminated areas.
Controlling VOC Emissions: A Multi-Layer Approach
1. Standards and Legislation
Thailand has established regulatory limits for key VOCs in ambient air — for example:
Benzene: ≤ 1.7 µg/m³ annually
Vinyl Chloride: ≤ 10 µg/m³ annually
The Pollution Control Department enforces industry-specific VOC emission limits, backed by legally binding regulations.
2. Monitoring and Reporting
Continuous air quality monitoring in high-risk zones — near industrial facilities and fuel storage sites — tracks VOC levels in real time
Industry self-auditing ensures ongoing compliance and transparency in emissions reporting
⚙️ 3. Source Control
Vapor recovery systems at fuel storage facilities and service stations capture VOC emissions before they escape into the atmosphere
Process optimization in manufacturing reduces VOC usage and improves efficiency — achieving the same output with lower chemical inputs
4. Public Awareness and Participation
Community education on VOC risks and safe product use empowers people to reduce personal exposure
Environmental governance frameworks that include public participation create shared accountability for air quality in communities
How VOCs Are Measured: The Science of Detection
Accurate VOC measurement is the foundation of effective control — and the methods vary depending on whether you’re testing air, water, or soil.
VOC Measurement in Air
Sample Collection Air samples are collected using adsorption tubes or continuous sampling systems, where VOCs are captured at low temperatures onto an adsorbent material for later analysis.
Key Technologies:
Table
Technology
How It Works
PID (Photoionization Detector)
Uses a UV lamp to ionize organic gases, enabling rapid real-time concentration measurements in the field
GC-MS (Gas Chromatography–Mass Spectrometry)
Separates and identifies individual VOC compounds with high precision — the gold standard for laboratory air analysis
Result: Real-time concentration data that enables immediate response to pollution events and supports regulatory compliance monitoring.
VOC Measurement in Water
Sample Collection Water samples are collected in sealed, airtight containers to prevent evaporation during transport to the laboratory — a critical step that preserves sample integrity.
Key Technologies:
Table
Technology
How It Works
GC-MS
Analyzes VOCs in water after sample preparation (e.g., salting out to concentrate compounds) for precise identification and quantification
HSGC (Headspace Gas Chromatography)
Forces dissolved VOCs to volatilize into the headspace above the sample, then analyzes the vapor — ideal for water matrices
Result: Accurate VOC concentration data essential for drinking water safety assessments and environmental compliance monitoring.
VOC Measurement in Soil
Sample Collection Soil samples are collected from multiple locations and sealed immediately in airtight containers to minimize VOC loss through evaporation — maintaining the reliability of results.
Key Technologies:
Table
Technology
How It Works
SPE (Solid Phase Extraction)
Isolates and purifies VOC compounds from the soil matrix before analysis
GC-MS
Identifies and quantifies VOC contaminants in soil with high sensitivity and specificity
Result: Soil VOC data enables comprehensive environmental risk assessment — particularly critical for sites with a history of industrial activity, fuel spills, or chemical contamination.
Why Professional VOC Analysis Matters
Whether you’re an industrial operator managing emissions compliance, an environmental consultant assessing a contaminated site, or a manufacturer verifying product safety, accurate VOC analysis requires both sophisticated instrumentation and experienced scientific interpretation.
The consequences of getting it wrong — regulatory penalties, health liabilities, environmental damage — are far greater than the cost of getting it right.
ALS Testing Services (Thailand) Co., Ltd. _ Your VOC Analysis Partner
ALS Testing Services (Thailand) Co., Ltd. provides comprehensive VOC analysis across air, water, and soil matrices — powered by advanced analytical technology and a team of experienced specialists.
Our capabilities include:
✅ GC-MS analysis for precise VOC identification and quantification
✅ Headspace GC for liquid and water-phase VOC testing
✅ Field and laboratory sampling support
✅ Results delivered to international standards with full technical interpretation
Tel: +(66) 2700 9665
Email: pathumthani@alsglobal.com
From regulatory compliance to product safety verification — contact ALS Testing today for VOC analysis you can rely on.
Read moreMay 13, 2026

Component Cleanliness: The Hidden Factor That Keeps Industry Running
When Clean Isn’t Just Tidy — It’s Critical
In precision manufacturing, a single microscopic particle in the wrong place can bring an entire system to a halt. Component cleanliness — the rigorous process of ensuring that manufactured parts are free from contamination — is one of the most important yet often overlooked disciplines in modern industry.
Whether you’re producing automotive parts, aircraft components, electronic assemblies, or industrial machinery, contamination control isn’t a finishing step. It’s a fundamental quality requirement that directly impacts performance, safety, and service life.
7 Reasons Component Cleanliness Can’t Be Ignored
1. Preventing Wear and Component Damage
Unwanted particles — dust, metal shavings, oil residues — act like sandpaper inside precision mechanisms. When contaminants infiltrate moving parts, they accelerate friction and wear, causing components to degrade far faster than designed. Proper cleaning dramatically extends component service life and protects the investment in precision manufacturing.
⚙️ 2. Eliminating Jamming and Operational Irregularities
In systems where components move or interact — such as engines, hydraulic circuits, or pneumatic systems — even minor contamination can disrupt smooth operation. The result? Sluggish movement, unexpected jamming, or complete system seizure. Clean components move as designed: reliably, smoothly, and without interruption.
3. Reducing Fire and Explosion Risk
In chemical processing and aerospace applications, contamination isn’t just a mechanical problem — it can be a safety hazard. Accumulated chemical residues or reactive substances inside components can trigger unintended chemical reactions or generate dangerous heat buildup. Regular cleaning eliminates this risk before it becomes a crisis.
4. Protecting Product Quality
In electronics and pharmaceutical manufacturing, even trace-level contamination on sensitive components can compromise the entire product — causing functional defects, failed inspections, or non-compliance with quality standards. Component cleanliness ensures that what comes off the production line meets specification, every time.
5. Preventing Cascading Production Problems
Contamination doesn’t stay in one place. Dirty components introduce particles into manufacturing equipment, causing blockages, inconsistent outputs, and efficiency losses that compound over time. Cleaning at each stage of production keeps the entire manufacturing process running smoothly — preventing small problems from becoming expensive shutdowns.
6. Reducing Maintenance Costs
Clean components simply last longer and break down less frequently. By preventing contamination-related damage, regular cleanliness protocols significantly reduce repair and replacement costs — delivering measurable savings over the life of equipment and machinery.
7. Meeting Industry Standards and Regulatory Requirements
Component cleanliness is not just good practice — in many industries, it’s a mandatory requirement. Standards such as ISO, ASTM, VDA 19, and ISO 16232 define specific cleanliness thresholds that must be met. Compliance protects product quality, supports certification, satisfies legal obligations, and demonstrates a genuine commitment to safety.
The Bottom Line
Component cleanliness is one of the most cost-effective investments in manufacturing quality. When contamination is controlled:
✅ Components last longer ✅ Systems run more reliably ✅ Production processes stay efficient ✅ Safety risks are minimized ✅ Products consistently meet international standards
Neglecting it, on the other hand, invites a cascade of preventable failures — from premature wear and system downtime to product recalls and safety incidents.
ALS Testing: Your Partner in Cleanliness Verification
ALS Testing Services provides a comprehensive range of component cleanliness testing and analysis capabilities — giving you the scientific data to verify cleanliness levels, identify contamination sources, and make confident quality decisions.
Our Testing Instruments and Capabilities
Table
Instrument / Method
What It Does
FT-IR & FT-IR Microscopy
Identifies organic contaminants, polymer residues, and unknown substances on component surfaces
Liquid Particle Counter (LPC)
Measures and counts suspended particles in liquid — ideal for hydraulic fluids and cleaning baths
VDA 19 / ISO 16232-2018 Particle Analysis
Industry-standard measurement and counting of particles on automotive components
Ion Chromatography (IC)
Quantifies residual ionic contamination — critical for corrosion prevention and electronic reliability
HPLC (High Performance Liquid Chromatography)
Separates and analyzes complex chemical mixtures including coatings, additives, and process residues
SEM/EDX
High-resolution surface imaging combined with elemental analysis — pinpoints the composition and origin of contamination particles
GC/MS (Liquid & Gas Sample Preparation)
Identifies and quantifies volatile and semi-volatile organic compounds in both liquid and gas-phase samples
Why Choose ALS?
✅ ISO/IEC 17025 accredited laboratory — internationally recognized, reliable results
State-of-the-art analytical instruments — the right tool for every contamination challenge
Experienced specialist team — expert interpretation and actionable recommendations
Serving multiple industries — automotive, electronics, aerospace, pharmaceutical, and more
Contact ALS Testing Services (Thailand)
ALS Testing Services (Thailand) Co., Ltd. Advanced chemical analysis and materials testing — powered by modern technology and specialist expertise.
Tel: +(66) 2700 9665
Email: pathumthani@alsglobal.com
Don’t leave cleanliness to chance. Contact our team today to find the right testing solution for your components and your industry.
Read moreMay 13, 2026
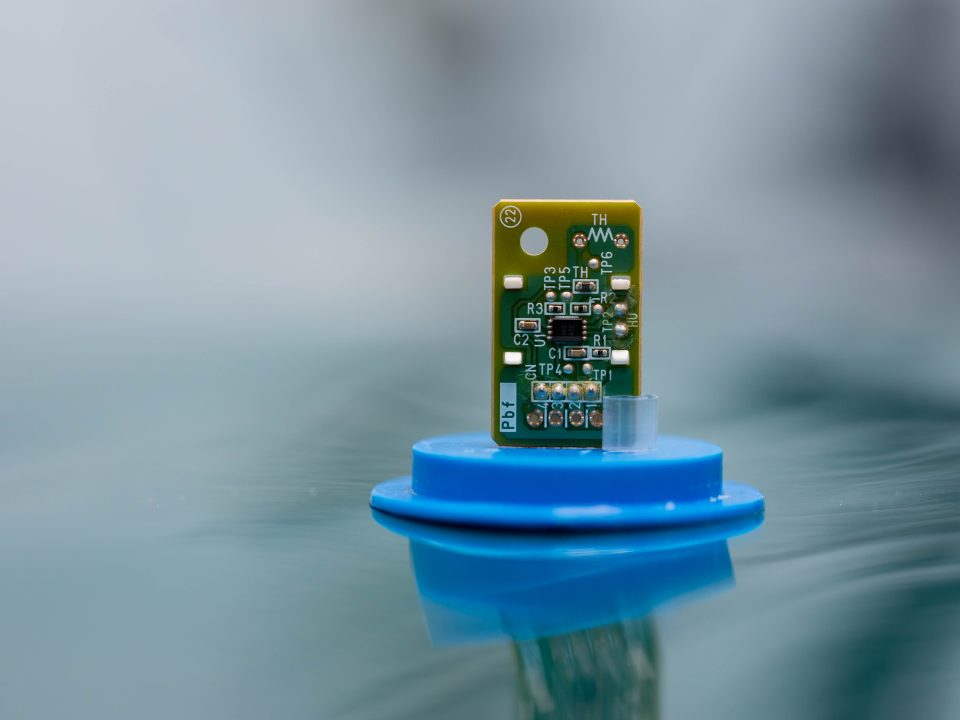
PCB Testing: Ensuring Every Circuit Performs When It Matters Most
The Tiny Board Behind Every Big Technology
From the smartphone in your pocket to life-saving medical devices and satellite systems, Printed Circuit Boards (PCBs) are the invisible backbone of modern electronics. These precisely engineered boards use etched copper pathways on insulating substrates to mount and connect electronic components — and when they fail, everything built around them fails too.
That’s why PCB testing isn’t optional. It’s essential.
Comprehensive testing throughout the design, manufacturing, and assembly stages is the only reliable way to ensure a PCB will perform consistently and safely — across every application, in every environment it was built for.
Why PCB Testing Is Non-Negotiable
1. Quality Assurance That Protects Your Product
A PCB defect doesn’t stay confined to the board — it becomes a system failure. Testing identifies and resolves issues before a defective board ever makes it into a finished product, safeguarding both performance and reliability.
2. Catching Problems Early Saves Money
The earlier a defect is found, the cheaper it is to fix. Detecting a fault on the production line costs a fraction of what it costs to address the same problem after assembly, shipping, or — worst of all — after a customer complaint. PCB testing directly reduces rework, scrap, warranty claims, and recall costs.
3. ️ Reliability Where It Counts Most
PCBs power some of the world’s most critical systems — medical devices, aerospace equipment, industrial controls. In these applications, failure isn’t just inconvenient; it can be dangerous. Rigorous testing ensures every board meets the reliability standards required to perform under demanding, real-world conditions.
4. Defect Detection Across the Full Spectrum
PCB testing covers a wide range of potential failure modes:
Short circuits and open circuits
Soldering defects
Component misplacement or misalignment
Material inconsistencies
Thorough testing catches these issues systematically — not by chance.
5. ✅ Process Verification, Not Just Product Inspection
PCB testing isn’t just about finding what went wrong — it verifies that the entire manufacturing process is working correctly. From etching and drilling to soldering and component placement, testing confirms that every step consistently meets specification.
6. ⚡ Functional Verification
Beyond physical inspection, PCBs must be verified to work as intended. This means testing:
Electrical connectivity
Signal integrity
Component functionality across the entire board
7. ️ Environmental Stress Testing
Depending on the application, PCBs may face extreme temperatures, high humidity, vibration, or thermal cycling in service. Environmental testing determines whether a board can withstand these stresses without performance degradation — a critical checkpoint for any product going into challenging conditions.
Testing Standards: The Framework for PCB Quality
PCB testing is governed by widely recognized international standards that define acceptance criteria and test methodologies. The most commonly applied specifications include:
Table
Standard
Application
IPC-6012
Qualification and performance for rigid PCBs
IPC-6013
Flexible and rigid-flex printed boards
IPC-6016
High-density interconnect (HDI) boards
IPC-6018
Microwave end-product boards
MIL-PRF-55110
Military-grade rigid PCBs
MIL-P-50884
Military flexible printed wiring
MIL-PRF-31032
Military printed circuit board manufacturing
Testing to these standards ensures your PCBs meet both commercial and defense-grade quality benchmarks — supporting certification, supplier qualification, and market access globally.
ALS PCB Testing Capabilities
ALS Testing provides a comprehensive suite of PCB testing services covering both raw materials and fully assembled PCAs (Printed Circuit Assemblies). Our capabilities include:
Ionic Cleanliness Testing (IC / ROSE)
Ionic Contamination (IC) testing and Resistivity of Solvent Extract (ROSE) testing measure the level of ionic contamination on a PCB surface — residues from flux, cleaning agents, or handling that can cause corrosion, current leakage, or dendritic growth over time.
Even trace ionic contamination can significantly shorten a PCB’s service life, particularly in high-humidity environments.
Advanced Instrumental Analysis: FT-IR & SEM/EDX
FT-IR (Fourier Transform Infrared Spectroscopy) Identifies organic compounds, polymer residues, contaminants, and coating materials on PCB surfaces. Ideal for pinpointing the chemical nature of unknown substances affecting board performance.
SEM/EDX (Scanning Electron Microscopy with Energy Dispersive X-ray Analysis) Delivers high-resolution surface imaging combined with precise elemental analysis — enabling detailed investigation of solder joint quality, surface contamination, corrosion mechanisms, and coating integrity at the microscale.
IPC-TM-650 Test Methods
A comprehensive set of standardized test procedures covering mechanical, chemical, electrical, and environmental properties of PCB materials and assemblies — the industry’s definitive testing reference.
️ Thermal Analysis: DSC & TGA
DSC (Differential Scanning Calorimetry) Measures thermal properties such as glass transition temperature (Tg), melting point, and cure state of PCB laminates — critical data for predicting how a board will behave at operating temperatures.
TGA (Thermogravimetric Analysis) Evaluates material stability and decomposition behavior under heat — essential for understanding the long-term thermal durability of PCB materials.
Cross-Section Analysis
One of the most revealing techniques in PCB failure investigation. Cross-sectioning exposes the internal structure of through-holes, vias, solder joints, and plating layers — allowing direct visual assessment of manufacturing quality and the root cause of failures that aren’t visible from the surface.
The ALS Advantage: Experience You Can Rely On
ALS Testing has been delivering PCB quality testing for many years, building deep expertise across a wide range of board types, standards, and failure scenarios.
When a problem is detected, our team doesn’t just report a result — we help you understand it. From evaluating overall board quality to conducting thorough failure analysis, ALS provides the scientific insight and technical guidance needed to resolve issues efficiently and prevent them from recurring.
Summary: Build Boards You Can Trust
PCB testing is one of the highest-return investments in electronics manufacturing. It protects your product quality, reduces costs, ensures regulatory compliance, and — most importantly — ensures that the products you put into the world work reliably for the people who depend on them.
Whether you’re qualifying new materials, investigating a field failure, or implementing ongoing quality control, ALS Testing has the accreditation, the instruments, and the expertise to deliver results you can act on.
ALS Testing Services (Thailand) Co., Ltd. Advanced chemical analysis and materials testing
— powered by modern technology and specialist expertise.
Tel: +(66) 2700 9665
Email: pathumthani@alsglobal.com
Let’s make sure your PCBs perform exactly as designed — every time. Reach out to our team today.
Read moreMay 13, 2026

Particle & Contamination Analysis for Automotive Components
VDA 19 / ISO 16232 — Under ISO/IEC 17025 Accreditation
Why Cleanliness Is Critical in Automotive Manufacturing
In automotive manufacturing, invisible contamination can cause very visible — and very costly — failures. Microscopic particles left on components can block hydraulic systems, wear down precision surfaces, and trigger electronic malfunctions. That’s why the automotive industry has developed rigorous international standards to control component cleanliness.
ALS Testing provides comprehensive particle measurement, counting, and analysis services for automotive components in full compliance with VDA 19 and ISO 16232:2018 — the two most important cleanliness standards in the global automotive supply chain — conducted within our fully ISO/IEC 17025 accredited laboratory.
Our testing goes beyond simple quality checks. It supports new product development, drives manufacturing process improvements, and provides the scientific data needed to protect product performance and safety in the field.
The Two-Stage Testing Process: VDA 19 / ISO 16232
ALS holds accreditation specifically covering ISO 16232 testing within the scope of our ISO/IEC 17025 certification. Our testing follows a structured two-stage methodology:
Stage 1: Decline Test — Validating Extraction Parameters
Before full particle analysis can begin, it’s essential to confirm that the extraction process itself is working correctly for your specific component. This is what the Decline Test establishes.
How it works:
The component undergoes a controlled extraction process to remove particles from its surface and internal passages
The extraction fluid is filtered through a membrane filter
The filter is analyzed using a Particle Analyzer
This process is repeated six times on the same component, yielding six individual filter membranes
Results from all six filters are plotted on a graph and evaluated against VDA 19 / ISO 16232 acceptance criteria
✅ If the results meet the standard’s requirements, the extraction parameters are validated — and the process moves on to Stage 2.
Think of this as calibrating your measurement process before taking the actual measurement. It’s what separates reliable data from guesswork.
Stage 2: Particle Analysis — Size, Quantity, and Classification
With validated extraction parameters in place, the component undergoes its full particle analysis according to VDA 19 standards. The extraction fluid is filtered and the membrane is examined using a Particle Analyzer to determine:
Table
Parameter
What It Tells You
Quantity
How many particles are present
Size
The dimensional range of particles detected
Type
What the particles are made of
Particle Classification
All detected particles are categorized into three types:
Metallic — Metal particles from machining, wear, or assembly
Non-Metallic — Rubber, plastic, ceramic, or mineral particles
Fiber — Natural or synthetic fiber contamination
Going Deeper: Advanced Identification Techniques
When standard particle analysis isn’t enough — for example, when you need to know the exact elemental composition or chemical identity of a contaminant — ALS applies specialized analytical techniques.
For Metallic Particles: SEM/EDX Analysis
Scanning Electron Microscopy with Energy Dispersive X-ray Analysis (SEM/EDX) is the gold standard for characterizing metallic particles at the microscopic level.
How It Works
SEM directs a focused electron beam across the particle surface, generating high-resolution images that reveal surface morphology and structural detail at the micrometer scale
EDX detects the characteristic X-rays emitted when the electron beam interacts with atoms in the sample — effectively producing a unique elemental fingerprint for each material
What SEM/EDX Can Tell You
Table
Capability
Application
Elemental composition at micrometer level
Identify what metal alloy a particle came from
Chemical mapping across a surface
Visualize element distribution in coatings or alloys
Surface and structural defect analysis
Detect cracks, wear patterns, and coating failures
Corrosion characterization
Trace signs of oxidation or chemical attack
Coating thickness and layer analysis
Verify coating integrity and uniformity
Why It Matters
SEM/EDX doesn’t just identify that a metallic particle exists — it tells you exactly where it came from. That’s the information you need to trace contamination back to its source in the manufacturing process and fix it permanently.
For Non-Metallic Particles & Fibers: FT-IR Analysis
Fourier Transform Infrared Spectroscopy (FT-IR) is the technique of choice for identifying non-metallic materials such as plastics, rubbers, resins, and fibers.
How It Works
Every chemical compound absorbs infrared light in a unique pattern — essentially a molecular fingerprint. FT-IR measures how a sample absorbs infrared radiation across different wavelengths, then matches that pattern against reference libraries to identify the material with high confidence.
Sample Types FT-IR Can Analyze
Table
State
Examples
Solid
Plastics, rubber, synthetic and natural fibers
Liquid
Cleaning agents, paints, oils, adhesives
Gas/Vapor
Volatile organic compounds
FT-IR Capabilities at ALS
High-Sensitivity MGT-A Detector — ensures precise, reliable measurements even at trace levels
Interchangeable Accessories (VATR, Liq-Cell, ZnSe Compression Cell) — enables analysis of samples in any physical state
Nicolet Nic-Plan Microscope — specialized for analyzing microscopic particles and trace contaminants
Applications
✅ Qualitative Analysis — Identify polymers, resins, adhesives, oils, and unknown contaminants ✅ Quantitative Analysis — Measure the concentration of specific chemical components in a sample
Key Advantages
Requires only a tiny sample — ideal for microscopic contaminants
Non-destructive — the sample can be preserved for further testing if needed
Fast and accurate — results are typically available quickly without complex preparation
Industries Served at ALS Pathumthani
FT-IR testing at ALS supports a broad range of sectors:
Automotive
Electronics & IT
Telecommunications
Plastics & Polymers manufacturing
Why Particle Analysis Matters to Your Business
Particle and contamination analysis isn’t just a laboratory exercise — it delivers measurable business value across the entire manufacturing operation.
✅ Tighter Quality Control
Understanding particle size and distribution enables manufacturers in automotive, food, pharmaceutical, and chemical industries to consistently meet product specifications — and catch deviations before they reach the customer.
⚙️ Optimized Production Processes
By monitoring particle characteristics in real time, manufacturers can fine-tune process conditions continuously — ensuring consistent output and reducing variability that leads to defects.
⏱️ Faster Problem Detection
Online particle analysis techniques enable real-time process monitoring, dramatically reducing the delays and blind spots associated with offline sampling. When something goes wrong, you find out immediately — not at the end of the production run.
Stronger R&D Capability
For research and development teams, particle analysis provides the material behavior data needed to design better products, develop new formulations, and understand how materials perform under real-world conditions.
Cross-Industry Applicability
The value of particle analysis extends well beyond automotive:
Table
Industry
Application
Food
Controlling powder particle size for texture and consistency
Pharmaceutical
Verifying drug particle size for efficacy and bioavailability
Chemical
Managing reagent and product particle size in manufacturing
Electronics
Detecting contamination in precision components
Reduced Production Costs
Better quality control means fewer defective products, less rework, and fewer costly recalls. Investing in particle analysis pays for itself through the waste and failure costs it prevents.
Why Choose ALS for VDA 19 / ISO 16232 Testing?
Table
What We Offer
What It Means for You
✅ ISO/IEC 17025 accredited
Results recognized internationally
Full VDA 19 / ISO 16232 scope
End-to-end testing under a single accredited roof
⚙️ Advanced SEM/EDX & FT-IR capability
Deep-dive identification when standard analysis isn’t enough
Experienced specialist team
Accurate analysis and actionable interpretation
Comprehensive reporting
Clear results ready for customer submission or internal QC
Ready to take control of component cleanliness? Contact ALS Testing Services (Thailand) Co., Lt. today to discuss your VDA 19 / ISO 16232 testing requirements — and let our experts help you meet the standards your customers and partners demand.
Tel: +(66) 2700 9665
Email: pathumthani@alsglobal.com
Read moreMay 13, 2026
Corrosion Testing & Salt Spray Test: How Strong Is Your Material Against the Elements?
When Rust Is More Than Just Ugly — It’s a Safety Risk
Every material degrades over time. But in industries where structural integrity is non-negotiable — construction, transportation, energy, aerospace, and marine — corrosion isn’t just a cosmetic issue. It’s a safety and business liability.
Corrosion testing gives manufacturers, engineers, and quality managers the data they need to answer a critical question before it becomes a costly problem: How long will this material last — and what will make it fail?
What Is Corrosion Testing?
Corrosion occurs when materials — particularly metals — react chemically with their environment. Water, oxygen, exhaust gases, acids, and alkalis are all common culprits. Corrosion testing is the systematic process of evaluating how well a material resists these reactions under controlled conditions.
The Four Goals of Corrosion Testing
Table
Objective
Why It Matters
⏳ Predict service life
Know how long a material will perform before it degrades
Select the right material
Match materials to specific environmental conditions — humidity, acidity, temperature
Improve production processes
Refine surface coatings or switch to more durable material options
️ Enhance safety
Prevent degradation that could lead to structural failure or hazardous conditions
The Gold Standard: Salt Spray Testing
Among all corrosion tests, the Salt Spray Test — also known as the Salt Fog Test — is one of the most widely used and internationally recognized methods for evaluating corrosion resistance.
By recreating a salt-laden, high-humidity atmosphere inside a controlled test chamber, the Salt Spray Test simulates the kind of corrosive environment that materials face in coastal regions, marine applications, and harsh outdoor settings — in a matter of hours or days, rather than months or years.
It’s the go-to test for industries including automotive manufacturing, aerospace, marine engineering, and construction — anywhere that materials must stand up to salt exposure over time.
How Does the Salt Spray Test Work?
The test follows a clear, standardized process designed to deliver consistent, reproducible results:
Step-by-Step Process
Step 1: Sample Preparation Test specimens are thoroughly cleaned and prepared to remove any surface contaminants that could interfere with accuracy. A clean baseline is essential for meaningful results.
⚙️ Step 2: Chamber Setup The test chamber is calibrated to precise environmental conditions as specified by the relevant standard — typically 35°C with controlled humidity — creating a uniform corrosive atmosphere for every test.
Step 3: Salt Fog Exposure A sodium chloride (NaCl) solution is atomized into a continuous fine mist within the sealed chamber. Specimens are exposed to this salt fog for a defined period — commonly 48, 96, or 240+ hours — depending on the standard and application requirements.
Step 4: Inspection and Evaluation Once the test period ends, each specimen is carefully examined for signs of corrosion damage, including:
Rust formation
Surface discoloration
Blistering or swelling
Cracking or delamination of coatings
International Standards: Testing You Can Trust Globally
Salt Spray Testing is governed by internationally recognized standards that ensure results are accurate, comparable, and credible across borders:
Table
Standard
Scope
Primary Industries
ASTM B117
The most widely adopted Salt Spray standard worldwide
Automotive, metal components
ISO 9227
International standard for salt corrosion testing
Construction materials, industrial equipment
JIS Z 2371
Japanese standard for Salt Spray testing
Machinery, industrial devices
Testing to these standards means your results are recognized by international buyers, regulatory bodies, and certification authorities — a critical advantage in export markets.
Reading the Results: What Does Your Material’s Performance Tell You?
Salt Spray Test outcomes provide clear, actionable insights into a material’s corrosion resistance:
Rust Formation
The appearance of rust is a direct indicator that the material’s protective barrier has been compromised. The earlier rust appears, the weaker the corrosion resistance.
Surface Discoloration
A material with strong corrosion resistance maintains its original color and appearance. Discoloration signals chemical breakdown at the surface.
Blistering or Cracking
Coating failure often appears as bubbling, peeling, or cracking — indicating that the protective layer has lost adhesion and can no longer shield the base material.
Where Salt Spray Testing Makes a Difference: Industry Applications
Automotive
Steel frames, alloy components, and exterior body parts are routinely tested to ensure they can withstand road salt, rain, and coastal driving conditions over the vehicle’s lifespan.
✈️ Aerospace
Aircraft components are exposed to high-altitude humidity and condensation. Salt Spray testing validates that critical parts maintain structural integrity in these demanding environments.
⚓ Marine
For vessels, offshore structures, and port infrastructure, resistance to saltwater corrosion isn’t optional — it’s essential. Salt Spray testing confirms that marine-grade materials live up to their name.
️ Construction
Structural fasteners, reinforcement materials, and cladding systems used in coastal or high-humidity environments must be rigorously tested before they’re trusted with long-term structural loads.
Maintaining Test Equipment: The Overlooked Key to Reliable Results
Even the best-designed test is only as good as the equipment running it. To ensure consistent, trustworthy results, Salt Spray test chambers require:
Regular cleaning — to prevent residue buildup that alters test conditions
Routine calibration — to verify that temperature, humidity, and spray concentration remain within specification
Periodic chamber inspection — to confirm structural integrity and seal performance
Skipping maintenance doesn’t just affect results — it can compromise the credibility of your entire testing program.
Summary: Why Salt Spray Testing Belongs in Your Quality Process
The Salt Spray Test is one of the most practical and cost-effective tools available for evaluating corrosion resistance. It delivers fast, standardized, internationally recognized results that help manufacturers:
✅ Validate material and coating performance before production
✅ Meet international quality and export requirements
✅ Identify weaknesses early — before they reach your customers
✅ Build products that genuinely last in the real world
Whether you’re developing a new coating system, qualifying a supplier’s materials, or troubleshooting a corrosion complaint from the field, Salt Spray testing gives you the answers you need — backed by science and international standards.
ALS Testing Services (Thailand) Co., Ltd. — Your Partner in Corrosion Testing
ALS Testing Services (Thailand) Co., Ltd. provides comprehensive chemical analysis and material testing services, powered by advanced technology and a team of experienced analytical specialists.
We offer Salt Spray Testing in full compliance with ASTM B117, ISO 9227, and JIS Z 2371, conducted within our ISO/IEC 17025 accredited laboratory — delivering results you can rely on and present with confidence to clients and regulators worldwide.
Tel: +(66) 2700 9665 Email: pathumthani@alsglobal.com
Ready to put your materials to the test? Contact us today and let our experts guide you toward the right testing solution for your product and industry.
Read moreMay 13, 2026
Why Getting to the Root of the Problem Changes Everything
What separates good manufacturers from great ones? It’s not just the ability to build products — it’s the ability to understand why they fail, and prevent it from happening again.
Failure analysis and reliability testing sit at the heart of modern quality engineering. Organizations that invest in these processes consistently achieve lower costs, higher customer satisfaction, and stronger market reputations. The numbers back this up: studies show that 73% of production defects can be prevented when the right failure prevention methods are in place.
Let’s break down exactly what these processes involve — and why they matter to your business.
Part 1: Failure Analysis — Finding the Real Cause, Not Just the Symptom
What Is Failure Analysis?
Failure analysis is the systematic process of tracing a problem back to its true origin — whether in the manufacturing process, the machinery, or the material itself. Think of it as forensic science for your production line.
The goal isn’t just to fix what went wrong. It’s to understand why it went wrong — so it never happens again.
Why It Matters
✅ Identifies the root cause of production problems, not just surface symptoms
Leads to targeted, effective corrective actions
⏱️ Reduces wasted time and resources in future production cycles
Prevents costly product recalls before they ever occur
Does your business have a systematic failure analysis process in place? If not, you may be one production run away from an expensive recall.
ALS offers a range of specialized testing methods to help clients pinpoint the exact cause of damage or defects — whether related to contamination, material inconsistencies, or process-related issues.
Failure Analysis Services at ALS
Optical Microscope Examination The essential first step in any failure investigation. Optical microscopy reveals surface defects, cracks, chips, and structural anomalies that are invisible to the naked eye — providing a rapid, cost-effective overview before more advanced techniques are applied.
Scanning Electron Microscopy (SEM) When optical microscopy isn’t enough, SEM takes you deeper. With magnification capabilities far beyond conventional microscopes — and built-in EDX capability for precise elemental composition analysis — SEM is the go-to technique for detailed failure characterization. It answers not just what failed, but what the material is made of at the point of failure.
Foreign Material Identification Contamination is one of the leading causes of product failures across industries. This service identifies and characterizes unwanted foreign substances in products — critical for food, pharmaceutical, and electronics manufacturing, where even trace contamination can have serious consequences.
Micro-metrological Measurements Precision dimensional analysis at the microscale, including:
Step height measurement
Surface flatness measurement
Surface roughness measurement
These measurements detect dimensional deviations at the micrometer level — catching issues that would otherwise go unnoticed until a product fails in the field.
FT-IR Microscopy Analysis Ideal for identifying organic compounds and polymer materials, FT-IR microscopy can accurately characterize materials and contaminants at the microscopic level. It’s an essential tool for the plastics and polymer industries, and widely used in international reliability testing standards.
Cross-sectional Analysis Sometimes you need to look inside. Cross-sectional analysis reveals the internal structure of a material or component — making it invaluable for evaluating coating integrity, layer adhesion, and interface quality between dissimilar materials. The insights gained directly inform process improvements and defect prevention strategies.
Part 2: Reliability Testing — Proving Your Product Will Go the Distance
What Is Reliability Testing?
A product might look perfect coming off the production line. But will it still perform six months later, in a humid warehouse in Southeast Asia, or under the hood of a car in the middle of a desert summer?
Reliability testing answers that question — before your customers do.
It’s the process of evaluating whether a product or material will function correctly throughout its expected service life, under realistic operating conditions. By simulating environmental stresses in a controlled laboratory setting, reliability testing compresses years of real-world wear into days or weeks of accelerated testing.
The Business Case for Reliability Testing
Table
Benefit
Impact
️ Validated product quality and safety
Confidence before market launch
Reduced product recalls
Studies show reliability testing can cut recall rates by up to 60%
Stronger customer trust
Fewer complaints, higher loyalty
International market access
Products certified to global standards open new doors
Long-term brand reputation
Consistent quality becomes your competitive advantage
⚗️ Reliability Testing Methods
Temperature-Humidity Cycling Simulates the natural cycles of temperature and humidity that products encounter in real-world environments. This test is particularly effective at detecting material fatigue caused by repeated expansion and contraction — a common hidden cause of premature failure in electronics and structural components.
Thermal Shock Testing What happens when a product goes from freezing cold to intense heat in seconds? Thermal shock testing finds out. By exposing products to sudden, extreme temperature changes, this test reveals whether materials and joints can withstand the thermal stresses of demanding operating environments.
Chemical Compatibility Studies Not all materials play well with the chemicals around them. This testing evaluates how materials respond to chemical exposure over time — identifying degradation, swelling, or structural breakdown before it causes field failures. For industries ranging from automotive to pharmaceuticals, chemical compatibility is a non-negotiable checkpoint.
Salt Spray Chamber Testing A controlled simulation of salt-laden environments — essential for metal components used in marine, coastal, or high-humidity settings. Salt spray testing predicts corrosion resistance and helps engineers accurately estimate product lifespan under corrosive conditions.
Xenon Arc Testing (UV Weathering) Sunlight is one of the most damaging forces that outdoor products face. Xenon arc testing replicates the full spectrum of solar radiation to evaluate how materials — paints, plastics, coatings — degrade under prolonged UV exposure. Leading manufacturers use this in parallel with broader risk assessments to validate outdoor durability.
Reliability Testing by Industry: Which Tests Matter Most?
Table
Testing Method
Electronics
Automotive
Food & Pharma
Construction
Temperature-Humidity Cycling
●●●●
●●●
●●
●●
Thermal Shock
●●●●
●●●●
●
●●●
Chemical Compatibility
●●
●●●
●●●●
●●●●
Salt Spray Test
●●
●●●●
●
●●●●
Xenon Arc (UV) Test
●●
●●●
●●
●●●●
● = Relevance level (more dots = higher importance for that industry)
The Bottom Line: Failure Analysis + Reliability Testing = Competitive Advantage
In a market where quality expectations are rising and the cost of failures is higher than ever, failure analysis and reliability testing are no longer optional — they’re essential.
Together, these two disciplines give manufacturers a complete quality assurance framework:
Failure analysis tells you what went wrong and why — enabling precise, permanent fixes
Reliability testing confirms your product will perform as promised — under every condition your customer will encounter
Organizations that embrace both consistently outperform those that don’t — with lower defect rates, fewer recalls, stronger customer relationships, and a brand reputation built on genuine, proven quality.
Ready to strengthen your products with professional failure analysis and reliability testing? Contact our specialists today for a consultation tailored to your specific industry and product needs — and take the first step toward quality that your customers can count on.
Read moreMay 13, 2026

Why Failure Analysis and Reliability Begin with Understanding Your Materials
In manufacturing and engineering, using the wrong material — or not fully understanding the one you’re using — can be catastrophic. Material testing is how industry professionals eliminate that uncertainty. It ensures that every component, structure, and product performs exactly as intended, under real-world conditions.
In today’s industrial landscape, effective material testing doesn’t just improve product quality — it reduces production risks, enhances safety, and prevents costly failures before they happen.
What Is Material Testing?
At its core, material testing is a systematic process for examining and evaluating the properties of a material — how it behaves, what it can withstand, and where its limits lie. These properties fall into three key categories:
⚙️ 1. Mechanical Properties
How does the material respond when force is applied? This covers strength, flexibility, toughness, and resistance to repeated stress — the properties that determine whether a material holds up or breaks down under load.
2. Chemical Properties
How does the material interact with its environment? This includes its composition, reactivity, corrosion resistance, and behavior when exposed to chemicals — critical for products used in harsh or chemically active environments.
3. Physical Properties
What are the material’s inherent physical characteristics? Density, thermal conductivity, and electrical conductivity all fall here — properties that define how a material fits into its intended application.
Together, these three dimensions give engineers and manufacturers a complete picture of a material’s capabilities — and its vulnerabilities — before anything goes into production.
Two Fundamental Approaches to Testing
1. Destructive Testing (DT)
As the name suggests, this approach involves permanently altering or breaking the test specimen to extract precise data about its mechanical properties. It’s the go-to method when you need hard numbers and real-world simulations.
Common Destructive Tests:
Table
Test
What It Measures
Tensile Test
Strength and elasticity under pulling force
Impact Test
Toughness and resistance to sudden shock
Hardness Test
Resistance to surface deformation under pressure
Fatigue Test
Service life under repeated cyclic loading
Why it’s valuable:
Delivers accurate, quantitative data on mechanical behavior
Closely simulates real operating conditions
Backed by internationally recognized standards such as ASTM and ISO
️ 2. Non-Destructive Testing (NDT)
NDT examines materials and components without causing any damage — meaning the tested part can go straight back into service. It’s the preferred choice for quality control, in-service inspection, and detecting hidden defects.
Common Non-Destructive Tests:
Table
Test
What It Detects
Ultrasonic Testing
Internal cracks, voids, and inclusions
Radiographic Testing (X-ray)
Internal structural defects and anomalies
Liquid Penetrant Testing
Surface-breaking cracks and discontinuities
Magnetic Particle Testing
Surface and near-surface defects in ferrous materials
Why it’s valuable:
Zero damage to the component — ready to use immediately after testing
Cost-effective over the long term — no material wastage
Can be applied to structures and machinery already in service, such as bridges, pipelines, and industrial equipment
Chemical Analysis: Looking Deeper into Material Composition
Understanding a material’s physical behavior is only part of the story. Chemical analysis reveals what a material is made of and how it will react in its environment. This is especially critical in industries like hard disk manufacturing and automotive production, where contamination or compositional inconsistencies can cause serious failures.
Key Chemical Analysis Instruments
GC-MS (Gas Chromatography–Mass Spectrometry) The gold standard for detecting organic compounds and contaminants. GC-MS separates and identifies volatile substances with extraordinary precision — down to the parts per million (ppm) or even parts per billion (ppb) level. Ideal for detecting trace impurities in materials.
HPLC (High Performance Liquid Chromatography) Designed for analyzing complex liquid mixtures, particularly compounds that are non-volatile or heat-sensitive. Used to quantify surface coatings, additives, and residual substances in a wide range of materials.
IC (Ion Chromatography) A specialized technique for detecting and measuring ions in solution — particularly those responsible for corrosion. Critical for materials used in humid environments or those in contact with liquid media.
Specialized Chemical Property Testing
Chemical Resistance Testing
Studies how materials degrade when exposed to real-world chemicals
Measures changes in weight, shape, and mechanical properties after chemical exposure
Predicts service life in chemically aggressive environments
Corrosion Testing
Determines corrosion rates of metals across different environments
Investigates corrosion mechanisms and contributing factors
Evaluates the effectiveness of anti-corrosion coatings and treatments
Migration Testing
Checks whether materials release substances into food, packaging, or medical devices
Assesses safety compliance with health and regulatory requirements
Measures the quantity of released substances under simulated use conditions
The Real Business Case for Material Testing
Investing in material testing isn’t just about compliance — it’s about protecting your business at every level:
Table
Benefit
What It Means in Practice
✅ Quality Assurance
Confirms materials meet required specifications before production
Product Development
Provides the data needed to design better, smarter products
Failure Prevention
Identifies weaknesses before they become costly problems
Cost Reduction
Prevents expensive recalls, rework, and liability claims
Regulatory Compliance
Meets legal and industry requirements across sectors
Frequently Asked Questions
Q: How long does material testing take? It depends on the type of test. Basic tests can be completed in a few hours, while complex evaluations — such as fatigue testing — may take several days or even weeks. A good laboratory will give you a clear timeline upfront.
Q: How do I know which testing method is right for my material? The right method depends on your objective, the type of material, and the properties you need to evaluate. Consulting with an experienced testing specialist ensures you choose the most efficient and accurate approach for your needs.
Q: Is material testing necessary for small businesses? Absolutely. Quality failures don’t discriminate by company size. The cost of a product recall, customer complaint, or safety incident will always far exceed the cost of testing. For small businesses especially, one quality failure can be devastating — making proactive testing a smart investment, not an optional extra.
The Bottom Line
Material testing is one of the most powerful tools available to manufacturers and engineers. Whether you’re validating a new material, troubleshooting a production issue, or ensuring compliance with international standards, systematic testing gives you the knowledge to make confident decisions.
The choice between destructive and non-destructive testing, mechanical and chemical analysis, isn’t an either/or — it’s a toolkit. The best results come from selecting the right combination for your specific application.
Investing in quality material testing doesn’t just protect your products — it protects your brand, your customers, and your bottom line.
For organizations that want true confidence in their products, partnering with an ISO/IEC 17025 accredited laboratory ensures that every test is conducted with the precision, reliability, and scientific rigor your industry demands.
Ready to put your materials to the test? Work with certified experts who can guide you from sample preparation to actionable results — and help you build products that genuinely last.
Read moreMay 13, 2026

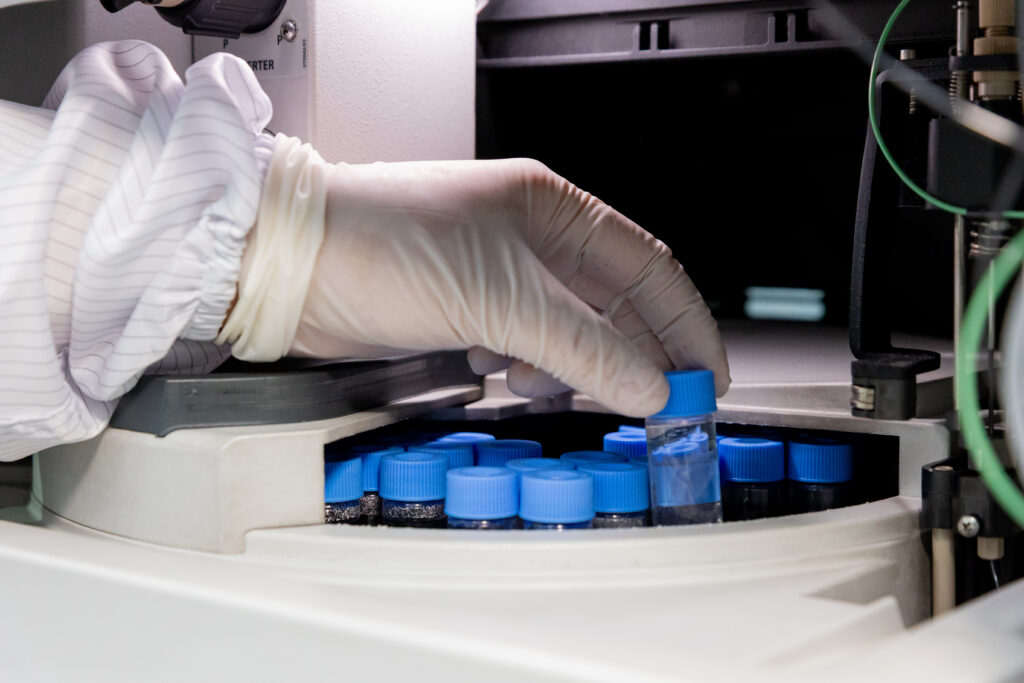{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Salt Spray Test: The Quality Check Your Metal Products Can’t Afford to Skip
What Is a Salt Spray Test?
Picture this: instead of waiting years to find out whether your metal product will rust in the real world, you get a reliable answer in a matter of hours. That’s the power of the Salt Spray Test.
This internationally recognized standard method evaluates how well metals and surface coatings resist corrosion — and it’s a non-negotiable quality checkpoint for products like fasteners, automotive components, and structural engineering materials. By recreating a highly concentrated salt fog environment inside a controlled test chamber, the test artificially accelerates the corrosion process — delivering in hours what nature would take months or years to produce.
The result? A clear, data-backed prediction of how your product will hold up in the real world.
Why Metal Products Need This Test
Every metal — regardless of how well it’s manufactured — is vulnerable to rust and degradation when exposed to moisture and corrosive agents. This is especially relevant in Thailand, where a hot, humid climate and extensive coastal regions mean that salt-laden air is a daily reality for many products.
And rust isn’t just a cosmetic problem. Corrosion attacks the core mechanical properties that make metal products reliable:
️ Structural strength
Tensile resistance
️ Impact durability
⏳ Overall service life
That’s why global standards bodies — ISO, ASTM, and JIS — have established strict Salt Spray Test requirements. Failing to meet these benchmarks doesn’t just mean a lower-quality product. It means market rejection, failed certifications, and significant financial consequences.
How the Test Works: A Step-by-Step Breakdown
The Salt Spray Test follows a precise, systematic process designed to ensure consistent and reliable results:
Step 1: Sample Preparation
Metal specimens are thoroughly cleaned per ISO 8407 to remove any contaminants that could skew results. They’re then carefully positioned inside the Salt Spray Chamber at the correct angle for uniform exposure.
⚙️ Step 2: Controlled Test Conditions
The chamber maintains tightly regulated parameters throughout the test:
NaCl concentration: 5% ± 0.5%
Temperature: 35°C ± 2°C
pH level: 6.5 – 7.2
These conditions create a standardized corrosive environment that is repeatable and comparable across laboratories worldwide.
⏱️ Step 3: Test Duration by Standard
Test duration depends on the product’s intended application and the applicable international standard:
Table
Duration
Standard
Application
48 hours
ISO 9227
General consumer products
96 hours
ASTM B117
Industrial-grade components
240+ hours
JIS Z 2371
Harsh environment, high-durability products
Step 4: Evaluation and Analysis
Once the test concludes, every specimen is assessed against strict criteria:
Rust coverage — must not exceed the allowable threshold
Coating adhesion — no peeling, blistering, or delamination permitted
Remaining coating thickness — must not fall below the minimum requirement
Post-test mechanical properties — strength and durability must be retained
What Happens When Products Fail the Test?
In today’s export-driven manufacturing landscape, failing a Salt Spray Test carries consequences that go far beyond a rejected sample:
❌ Lost Certifications
Products that fail cannot obtain international quality certification — locking them out of markets with strict quality requirements.
Entire Shipments Rejected
Real-world cases from metal parts exporters show that non-compliant products can lead to full-batch rejections — with manufacturers bearing the cost of return shipping on top of lost revenue.
Long-Term Reputation Damage
A track record of delivering below-standard products erodes client trust — and trust, once lost, is difficult to rebuild. Future business opportunities quietly disappear.
Expensive Rework and Delays
Reworking rejected products means additional raw material costs, extra production time, and delayed delivery schedules — a compounding financial drain that hits your bottom line hard.
Choosing the Right Testing Partner
Not all test results are created equal. The credibility of your Salt Spray Test depends heavily on the laboratory conducting it. Here’s what to look for — and why ALS Testing delivers on every count:
Why ALS Testing?
ALS Testing is an ISO/IEC 17025 accredited laboratory — the international gold standard for testing and calibration facilities. Our Salt Spray testing services are purpose-built for the metals industry, offering:
Table
What We Offer
What It Means for You
High-precision instruments
Regularly calibrated equipment ensures consistent, reliable results every time
20+ years of expertise
Scientists and engineers with deep, hands-on knowledge of metals and corrosion
Internationally recognized reports
Test certificates accepted by global buyers, auditors, and regulatory bodies
Technical consultation
Expert guidance on how to improve your product based on test findings
The Bottom Line
The Salt Spray Test isn’t just a bureaucratic checkbox — it’s a strategic safeguard for your product quality, your export credentials, and your business reputation.
In a competitive global market, partnering with an accredited, trusted laboratory like ALS Testing gives you the confidence that your products are built to last — and the certified proof to back it up.
Don’t wait for the market to find your product’s weaknesses. Find them first.
Contact ALS Testing today to schedule your Salt Spray Test and take the next step toward internationally certified quality.
Read more